两机叶片丨哈工大:航空发动机涡轮叶片和风扇/压气机叶片的焊接修复及再制造技术

文章摘要
航空发动机叶片因其在高温、高压和高应力的环境下工作,容易出现裂纹、磨损和断裂等损伤,而更换叶片成本高昂。因此,研究叶片的修复及再制造技术具有显著的经济效益。涡轮叶片通常使用镍基高温合金,而风扇/压气机叶片则主要采用钛合金。 修复技术包括预处理、材料沉积、整修和后处理。涡轮叶片的修复方法主要针对裂纹和表面损伤,采用钎焊、瞬时液相扩散连接、活性扩散焊和粉末冶金再制造等技术。
钛合金叶片的修复则侧重于表面损伤、局部折损和大面积损伤的修复,采用激光熔化沉积、氩弧焊和线性摩擦焊等方法。 镍基高温合金叶片修复后易产生脆性相和裂纹敏感性,需要进一步研究以减少这些问题。钛合金叶片修复后材料的各向异性会影响其塑性和疲劳性能,需要通过控制晶粒大小和组织类型来优化性能。此外,需要开展针对不同类型损伤的性能评价指标研究,并探索适用于新型单晶叶片、定向凝固叶片和钛合金宽弦空心叶片的修复方法。
正文
航空发动机叶片长期处于复杂恶劣的工作环境中,极易出现各类损伤缺陷,更换叶片价格昂贵,针对叶片修复及再制造技术的研究具有巨大的经济效益。航空发动机叶片主要分为涡轮叶片和风扇/压气机叶片两大类,其中涡轮叶片通常采用镍基高温合金,而风扇/压气机叶片主要采用钛合金,也有一部分采用镍基高温合金。涡轮叶片和风扇/压气机叶片的材料及工作环境的差异造成了其常见的损伤类型不同,导致其修复方法及修复后需要达到的性能指标有所不同。本文针对两类航空发动机叶片常见的不同类型损伤缺陷,对现阶段所采用的修复方法及关键技术进行分析论述,旨在为实现航空发动机叶片高质量修复及再制造提供理论依据。

在航空发动机中,涡轮及风扇/压气机转子叶片由于长期处于离心载荷、热应力及腐蚀等恶劣环境下,使用性能要求极高,被列为航空发动机制造中最核心的部件之一,它的制造占据了整个发动机制造30%以上的工作量[1–3]。长期处于恶劣复杂的工作环境,转子叶片容易出现裂纹、叶尖磨损、断裂损伤等缺陷,而修复叶片的成本仅为制造整体叶片的20%,因此开展航空发动机叶片修复技术的研究,有利于延长叶片使用寿命,降低 制造成本,具有巨大经济效益。

图1 航空发动机叶片修复及再制造的主要流程
Fig.1 Main procedures of the repairing and remanufacturing of aero-engine blades
航空发动机叶片修复及再制造主要包括以下4个步骤[4]:叶片预处理(包括叶片清理[5]、三维检测以及几何重构[6–7]等);材料沉积(包括利用先进焊接与连接技术完成缺失材料的填充堆积[8–10]、恢复性能热处理[11–13]等);叶片整修(包括磨削、抛光等机加工手段[14]);修复后处理(包括表面涂层[15–16]及强化处理[17]等),如图1所示。其中材料沉积是保证叶片修复后力学性能的关键。航空发动机叶片主要构成及材料如图2所示,针对不同材料及不同的缺陷形式,相应的修复方法研究是实现损伤叶片高质量修复及再制造的基础。本文以镍基高温合金涡轮叶片和钛合金风扇/压气机叶片为对象,论述、分析了现阶段不同航空发动机叶片损伤类型采用的修复方法及关键技术,并对其优缺点进行阐述。
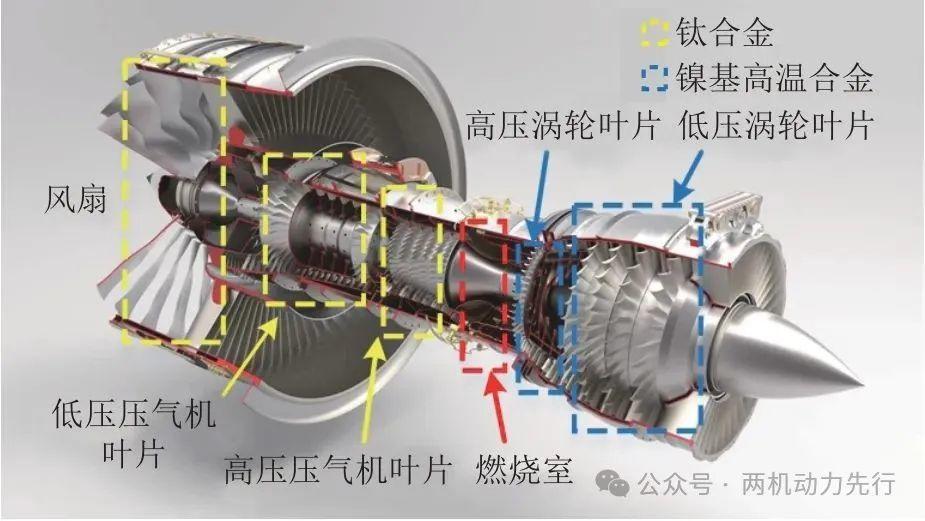
图2 航空发动机不同部位叶片的常用材料
Fig.2 Frequently-used materials of aero-engine blades in different parts
1 镍基高温合金涡轮叶片修复方法
镍基高温合金涡轮叶片长期工作在高温燃气和复杂应力的环境中,叶片常出现疲劳热裂纹、小面积表面损伤(叶尖磨损及腐蚀损伤)以及疲劳断裂等缺陷。由于涡轮叶片疲劳断裂修复后的安全性较低,出现疲劳断裂后,一般直接予以更换而不进行焊接修复。涡轮叶片常见两类缺陷及修复方法如图3所示[4],以下将针对镍基高温合金涡轮叶片这两类缺陷,分别对其修复方法展开介绍。
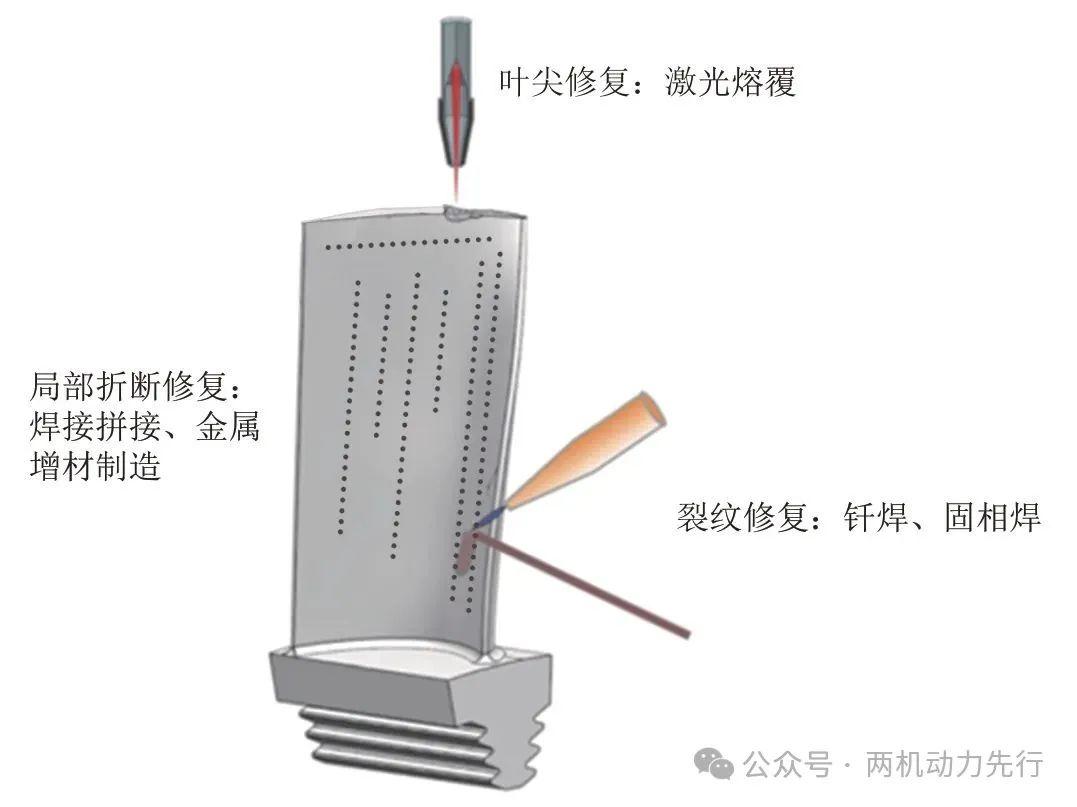
图3 镍基高温合金涡轮叶片缺陷主要修复方法
Fig.3 Main repair methods of turbine blade defects of Ni-based superalloy
1.1 镍基高温合金涡轮叶片裂纹修复
针对涡轮叶片裂纹缺陷的修复,一般采用钎焊及固相焊修复方法,主要包括:真空钎焊、瞬时液相扩散连接、活性扩散焊以及粉末冶金再制造等修复方法。
Shan等[18]采用光束真空钎焊的 方 法,分 别 用Ni–Cr–B–Si系 和Ni–Cr–Zr系 钎 料 对ChS88镍 基 合金叶片裂纹进行了修复试验,结果表明,和Ni–Cr–B–Si钎料相比,由于Ni–Cr–Zr钎料中的Zr不易扩散,基材没有明显侵蚀,其焊接接头韧性更高,采用Ni–Cr–Zr钎料可以实现Chs88镍基合金叶片裂纹的修复。Ojo等[19]研究了间隙尺寸和工艺参数对Inconel718镍基合金扩散钎焊连接接头组织及性能的影响,随着间隙尺寸的增大,以Ni3Al为基的金属间化合物和富Ni、富Cr硼化物等硬脆相的出现是导致接头强度和韧性下降的主要原因。
瞬时液相扩散焊是在等温条件下进行凝固的,属于平衡条件下结晶,有利于成分和组织的均匀化[20]。Pouranvari[21]研究了瞬时液相扩散焊连接Inconel718镍基高温合金,发现填料中Cr的含量和基体的分解范围是影响等温凝固区域强度的关键。Lin等[22]研究了瞬时液相扩散焊的工艺参数对于GH99镍基高温合金连接接头组织和性能的影响,结果表明,随着连接温度的升高或时间的延长,沉淀区的富Ni和富Cr硼化物数量减小,同时沉淀区晶粒尺寸较小,室温和高温拉剪强度均随着保温时间的延长而增加。目前瞬时液相扩散连接已经被成功用来修复低应力区域的细小裂纹以及重建无冠叶片尖端损坏[23–24],尽管瞬时液相扩散焊在多种材料中成功应用,但是其仅限于小裂纹(约250μm)的修复。
当裂纹宽度大于0.5mm,毛细作用不足以填充裂纹时,利用活性扩散焊可以达到叶片修复的目的[24]。Su等[25]采用活性扩散钎焊的方法,利用DF4B钎料对In738镍基高温合金叶片进行了修复,获得了高强度、耐氧化的钎焊接头,接头中析出的γ′相具有强化作用,抗拉强度达到母材的85%,接头断裂在富Cr硼化物的位置。Hawk等[26]同样采用活性扩散焊对René 108镍基高温合金叶片的宽裂纹进行修复。粉末冶金再制造作为新近发展起来的先进材料表面求原重构的方法,被广泛应用于高温合金叶片修复中,可对叶片大间隙缺陷(5mm以上)如裂纹、烧蚀、磨损以及孔洞等进行三维空间的近等强度的恢复及重建[27]。加拿大Liburdi公司研制了LPM(Liburdi powder metallurgy)方法用以修复焊接性能较差的高Al、Ti含量的镍基合金叶片,工艺过程如图4所示[28]。近年基于该方法的垂直层压粉末冶金方法可以对25mm宽的缺陷进行一次性钎焊修复[29]。
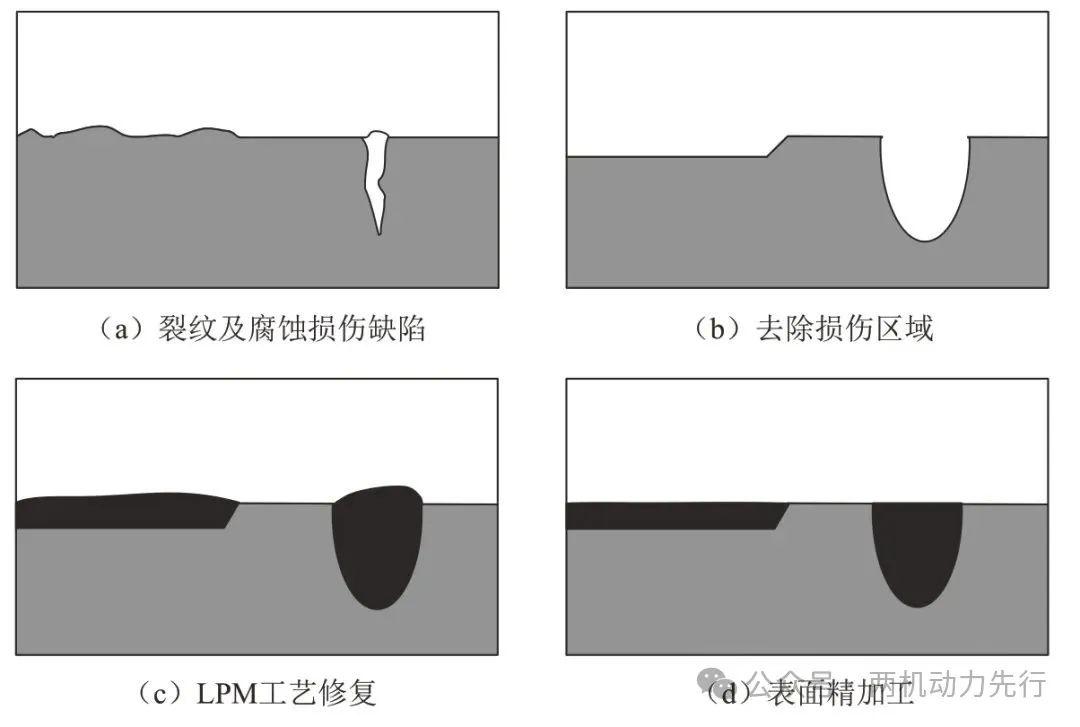
图4 LPM法工艺过程示意图
Fig.4 Schematic diagram of LPM manufacturing process
1.2 镍基高温合金涡轮叶片表面损伤修复
镍基高温合金叶片表面出现小面积打伤及腐蚀损伤等表面损伤缺陷时,通常可以通过机加工将损伤区域去除并开槽,利用相适应的焊接方法进行填充修复。目前研究主要集中于激光熔化沉积和氩弧焊修复。
美国特拉华大学的Kim等[30]对高Al、Ti含量的Rene80镍基合金叶片进行了激光熔覆和手工焊接修复,并将经过焊后热处理的工件与经过焊后热处理和热等静压处理(HIP)的工件进行了对比分析,发现HIP能够有效减少较小尺寸气孔缺陷。华中科技大学的Liu等[31]采用激光熔覆技术对718镍基合金涡轮机组件槽类及孔类缺陷进行了修复研究,探讨了激光功率密度、激光扫描速度以及熔覆形式对修复过程的影响,如图5所示。
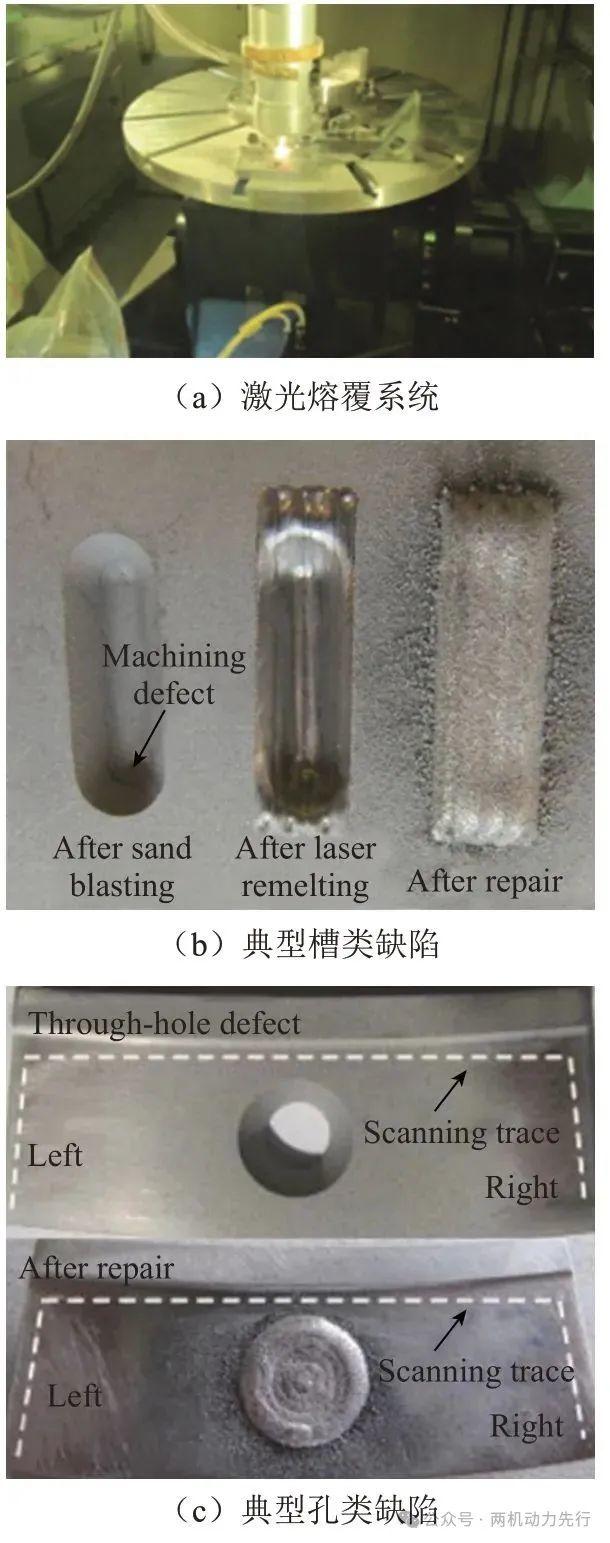
图5 激光熔覆修复槽类及孔类缺陷
Fig.5 Groove and hole defect repaired by laser cladding
在氩弧焊修复方面,中国航发沈阳黎明航空发动机(集团)有限责任公司曲伸等[32]采用钨极氩弧焊方法对DZ125高温合金涡轮叶片叶尖处的磨损和裂纹问题进行修复研究。结果表明,采用传统钴基焊材修复后,热影响区容易产生热裂纹且焊缝硬度降低,而采用新开发的MGS–1镍基焊材,并结合合适的焊接与热处理工艺,可有效避免热影响区裂纹的产生,1000℃拉伸强度达到母材的90%。宋文清等[33]对K4104高温合金涡轮导向叶片的铸造缺陷进行了补焊工艺研究,结果表明,采用HGH3113和HGH3533焊丝作为填充金属,焊缝成形优良,塑性好且抗裂纹能力强,而采用增加Zr含量的K4104焊丝焊接时液态金属流动性差,焊缝表面成形不好,产生了裂纹、未熔合缺陷。由此可以看出,在叶片修复过程中,填充材料的选取占有至关重要的地位。
目前镍基涡轮叶片的修复研究表明,镍基高温合金中由于含有Cr、Mo、Al等固溶强化元素以及P、S、B等微量元素,在修复过程中具有较大的裂纹敏感性,焊后容易出现组织偏析、生成脆性Laves相等缺陷,因而后续镍基高温合金的修复研究需要针对此类缺陷进行组织及力学性能的调控。
2 钛合金风扇/压气机叶片修复方法
钛合金风扇/压气机叶片工作过程中主要承受离心力、气动力以及振动负荷等作用,使用过程中常出现表面损伤缺陷(裂纹、叶尖磨损等),钛合金叶片局部折损缺陷,以及大面积损伤(疲劳断裂、大面积打伤及腐蚀等)需要整体更换叶片的缺陷,不同缺陷类型及常用修复方法如图6所示,以下将分别对这3类缺陷修复的研究现状进行介绍。
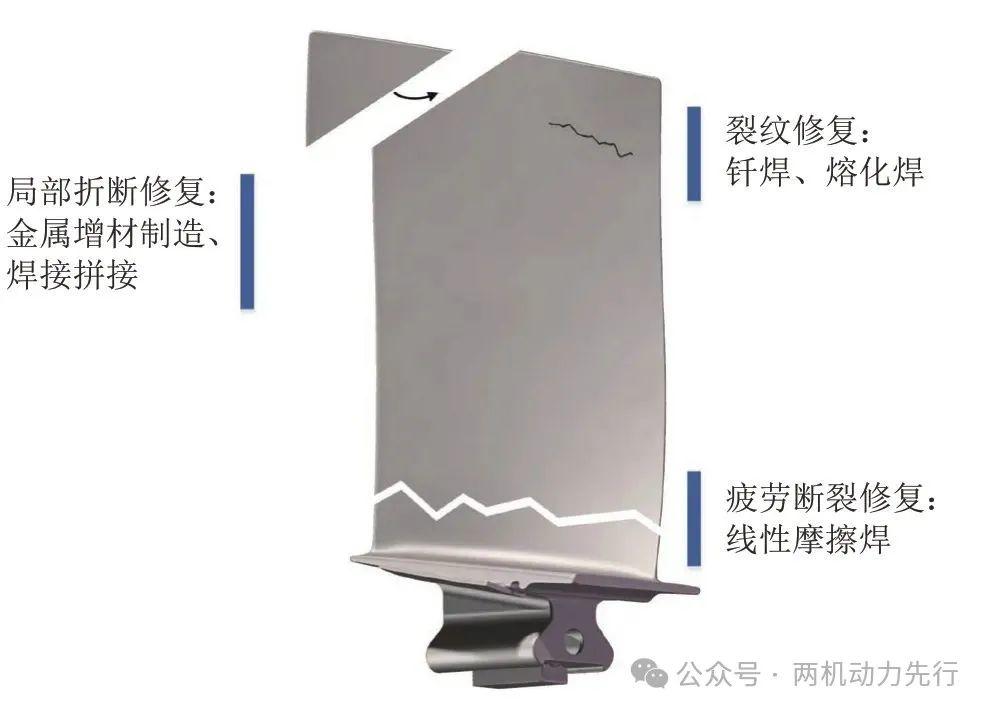
图6 钛合金风扇/压气机叶片缺陷主要修复方法
Fig.6 Main repair methods of fan/compressor blade defects of titanium alloy
2.1 钛合金叶片表面损伤缺陷修复
钛合金叶片在工作过程中表面常出现表面裂纹、小面积打伤及叶片磨损等缺陷,这类缺陷的修复与镍基涡轮叶片相似,采用机加工去除缺陷区域,利用激光熔化沉积或氩弧焊方法进行填充修复。
在激光熔化沉积方面,西北工业大学赵庄等[34]针对TC17钛合金锻件小尺寸表面缺陷(表面直径2mm,深度0.5mm的半球形缺陷)进行了激光修复研究,结果表明,激光沉积区内β柱状晶从界面处外延生长、且晶界模糊,热影响区内原针状α板条和次生α相长大粗化,激光修复后的试样与锻件试样相比,具有高强低塑的特点,抗拉强度从1077.7MPa升高到1146.6MPa,延伸率从17.4%下降至11.7%。潘博等[35]采用同轴送粉式激光熔敷技术对ZTC4钛合金圆孔型预制缺陷进行多次修复,结果表明母材到修复区的组织变化过程为片状α相和晶间β相→网篮组织→马氏体→魏氏组织,热影响区硬度随着修复次数的增加略有增加,而母材及熔敷层硬度变化不大。
在氩弧焊修复方面,北京航空航天大学侯慧鹏等[36]采用氩弧焊修复TC11钛合金的预置梯形槽缺陷并进行双重退火热处理,结果表明,热处理前修复区和热影响区为超细针状α相分布在β相基体中,基材区为较细的网篮组织。热处理后各区域的微观组织均为板条状初生α相+β相转变组织,且修复区初生α相长度显著大于其他区域,修复件的高周疲劳极限为490MPa,相比母材的疲劳极限下降约7.1%。手工氩弧焊同样常用于叶片表面裂纹以及叶尖磨损的修复,其不足之处是热输入较大,大面积修复容易产生较大的热应力和焊接变形[37]。
目前研究表明,无论是采取激光熔化沉积还是氩弧焊修复,修复区域均存在高强低塑的特点,修复后叶片疲劳性能容易降低,下一步研究应该集中于如何通过控制合金成分、调整焊接工艺参数以及优化过程控制手段,调控修复区微观组织,实现修复区的强塑性匹配,同时保证其优异的疲劳性能。
2.2 钛合金叶片局部折损修复
钛合金转子叶片折损缺陷的修复和钛合金三维实体零件的增材制造技术从工艺过程看并无本质区别,修复可以看作是以受损零件为基体,在断裂截面和局部表层进行二次沉积增材制造的过程,如图7所示。根据热源不同,主要分为激光增材修复和电弧增材修复。值得注意的是,近年来,德国871合作研究中心将电弧增材修复技术作为钛合金整体叶盘修复的研究重点[38],并采用添加形核剂等手段提高了修复性能[39]。

图7 金属增材制造技术修复局部折损缺陷
Fig.7 Local damage repaired by metal additive manufacturing
在激光增材修复方面,宫新勇等[40]采用TC11合金粉末对TC11钛合金进行激光熔化沉积修复工艺研究,修复后薄壁样沉积区及界面重熔区具有典型的魏氏组织特征,基体热影响区组织由魏氏组织向双态组织过渡,沉积区抗拉强度约为1200MPa,高于界面过渡区及基体,而塑性稍低于基体,拉伸试样均断裂于基体内部,最终通过逐点熔化沉积的方法对实际叶轮进行修复,并通过了超转试验考核,实现了装机应用。卞宏友等[41]利用TA15粉末对TC17钛合金进行激光增材修复研究,同时探究了不同退火热处理温度(610℃、630℃和650℃)对其组织性能的影响,结果表明,激光沉积修复TA15/TC17合金沉积态的抗拉强度可以达到1029MPa,但塑性较低,仅为4.3%,分别达到TC17锻件的90.2%和61.4%,经过不同温度热处理后,抗拉强度和塑性均有明显提高,其中当退火温度为650℃时,抗拉强度最高为1102MPa,达到TC17锻件的98.4%,断后伸长率为13.5%,与沉积态相比明显提高。
在电弧增材修复方面,Liu等[42]对缺角的TC4钛合金叶片模拟试件进行修复研究,沉积层中得到等轴晶和柱状晶的混合晶粒形貌,最大拉伸强度达到991MPa,延伸率为10%。Zhuo等[43]利用TC11焊丝对TC17钛合金进行电弧增材修复研究,分析了沉积层以及热影响区的组织演变规律,未热处理条件下拉伸强度为1015.9MPa,同时延伸率为14.8%,综合性能良好。Chen等[44]研究了不同退火温度对TC11/TC17钛合金修复试样的组织及力学性能影响,结果表明较高的退火温度有利于提高修复试样的延伸率。
针对钛合金叶片局部折损缺陷,利用金属增材制造技术修复的研究刚处于起步阶段,修复后的叶片不仅需要关注沉积层的力学性能,同时针对修复叶片界面处力学性能的评价也同样至关重要。
3 钛合金叶片大面积损伤叶片更换修复
为了简化压气机转子结构,减轻重量,现代航空发动机叶片常采用整体叶盘结构,它是将工作叶片和叶盘做成整体结构,省去了榫头和榫槽,达到减重目的的同时还可以避免常规结构中榫头榫槽的磨损以及气动损失。针对压气机整体叶盘表面损伤及局部折损缺陷的修复,与上述分离式叶片修复方法类似,而对于整体叶盘叶身断裂或缺块的修复,线性摩擦焊以其独特的加工方式及优点被广泛应用,其工艺过程如图8所示[45]。

图8 线性摩擦焊更换整体叶盘的叶片
Fig.8 Damaged blisk repaired by linear friction welding
Mateo等[46]采用线性摩擦焊方法对Ti–6246钛合金进行模拟修复研究,结果表明,同一处损伤至多3次的修复都具有较窄的热影响区和较细的焊缝晶粒组织,拉伸强度随修复次数的增加由1048MPa降至1013MPa,但拉伸和疲劳试样测试均断在远离焊缝区的母材区域。
Ma等[47]研究了不同热处理温度(530℃+4h空冷,610℃+4h空冷,670℃+4h空冷)对TC17钛合金线性摩擦焊接头微观组织及力学性能的影响,结果表明,随着热处理温度的提高,α相和β相的再结晶程度显著增加。拉伸和冲击试样的断裂行为由脆性断裂变为韧性断裂,在670℃热处理后,拉伸试样断裂在母材,抗拉强度为1262MPa,但延伸率仅为母材的81.1%。
目前国内外研究表明,线性摩擦焊修复技术具有氧化物自清理作用,能够有效去除结合面氧化物,无熔化造成的冶金缺陷,同时可实现异质材料的连接,得到双合金/双性能整体叶盘,可完成不同材料整体叶盘叶身断裂或缺块的快速修复[38]。但是采用线性摩擦焊技术修复整体叶盘还存在许多问题有待解决,例如接头残余应力较大、异质材料连接质量控制难等,同时针对新材料的线性摩擦焊焊接工艺还需进一步探索。
结论
目前我国航空发动机叶片修复技术与国外相比仍有较大差距,低成本、高可靠性的焊接修复技术亟待开展广泛而深入的系统研究。本文针对目前航空发动机叶片修复技术的研究现状,进行了相关总结并提出几点展望:
1)镍基高温合金叶片缺陷焊接修复后,易出现脆性共晶相、金属间化合物,同时接头具有高的裂纹敏感性。针对这些问题,后续应集中研究镍基高温合金叶片修复过程中共晶相、金属间化合物的产生机理,从填充材料、焊接修复工艺过程、焊后热处理等方面出发,抑制或消除有害相的产生,减少裂纹敏感性。
2)针对钛合金叶片缺陷修复,修复后材料的各向异性对塑性和疲劳性能具有不利影响,疲劳性能降低是钛合金叶片修理的主要问题。后续研究需要从钛合金晶粒大小和组织类型出发调控叶片修复后的力学性能,晶粒大小的控制可具体通过采用变质处理、电磁搅拌以及超声振动等方法在熔池凝固过程中通过增加形核率,枝晶破碎,达到细化晶粒的目的。在组织类型调控方面,需要开展焊前填充材料选择,焊接过程中热循环控制,同时结合焊后热处理制度研究,获得满足叶片使用性能要求的组织类型。
3)针对不同材料、不同类型及不同位置缺陷修复后的性能评价指标至关重要,同时结合损伤容限思想的相关性能测试亟待开展广泛而深入的研究。
4)现阶段先进高性能发动机中单晶叶片、定向凝固叶片以及钛合金宽弦空心叶片的应用愈发广泛,需及时开展其相适应的修复方法研究,以应对叶片材料及结构的变革。


