产品设计指南不遵守,也没有出问题啊?

设计指南(Design Guidelines)是一系列的设计建议,用于指导工程师把设计规则应用在实际的产品设计中,以提高产品设计的质量。设计指南来源于过去真实的产品设计案例和研究,是经验和教训的总结。在《面向制造和装配的产品设计指南》一书中,我写了很多关于DFA、塑胶件设计、冲压件设计、机加工设计和压铸件的设计指南。在《面向成本的产品设计:降本设计之道》一书中,我写了很多关于如何降低装配成本、降低塑胶件成本和降低冲压件成本的思路和方法,其实这也是设计指南。在“降本设计”微 信公 众号里,我写了更多关于DFMA和DFC的设计指南。不仅仅如此,在我收集和分享的各种资料中,还有更更更多的设计指南。
当然,在知识爆炸的今天,在网络上,还有更更更更更更多的设计指南。这是在网络上搜索“plastic design guidelines”图片的结果。所有的这些设计指南看上去都朴实无华、简简单单,似乎没有多大技术含量。例如,超声波塑料焊接时建议使用近程焊接,而不是远程焊接。
在我做DFMA/DFC培训的时候,经常有一些有经验的老司机挑战:钟老师,你讲的这些设计指南看上去没什么重要的,我之前设计的时候没有考虑这些,设计不是也什么问题吗?这确实很难让人反驳,因为产品设计本身就很复杂、很难量化,并没有绝对的对与错、红与黑之分。有的设计指南与成本有关:不过,影响产品成本的因素有很多,成本高很难百分百的说明就是违背这条设计指南。即使是,大不了说,我不遵守是因为产品功能的需求,是客户要求的。是客户要求的,这真是一个万能的理由,基本上可以推掉产品设计80~90%的锅。而有的设计指南是与质量有关,在很多公司质量更是一笔糊涂账,人机料环法,要找到设计来背锅,确实也不是一件容易的事情。但是,没有问题是真的没有问题吗?很有可能是有问题了,只不过我们没有去深究问题背后的根本原因。如果我们去深究根本原因,我们会发现绝大多数的质量问题追根究底是与产品设计有关。表面原因:对工人的培训不够、工人态度不够认真、对工人的惩奖惩力度不够、制程没有防错等等。根本原因:产品设计没有进行防错的设计,装反了也可以装上。有防错设计指南,来指导设计、从而避免错误的发生吗?有,在2011年出版的《面向制造和装配的产品设计指南》一书中,我就系统的提出了防错产品设计指南;在2016年第二版中,我又对设计指南进行了优化。这是一篇最近刚刚发表于《科技创新与应用》的论文,题目是《超声波焊接在防水产品中的应用及设计优化》,文章详细总结了超声波塑料焊接的应用,非常值得一读。见附件
文章中介绍的一个具体案例深深的吸引了我,该案例充分说明了遵守设计指南的重要性。该案例违反了文章开头中的两个设计指南,结果造成产品出现防水不良。如果能够在设计之初就能够遵守设计指南,那就可以避免一系列的质量问题和设计修改。图 7 为一笔式电子体温计结构示意图,该产品对超声波焊接相关设计要求及参数参见表 1、2。通过超声波焊接将上帽 1 和下壳 2 密封,使内部形成一个装载电子测温、显示功能模块的密封空腔。需注意的是靠近超声波焊接接合面 5 的下方,是通过插入成型嵌入的透明 PMMA 视窗板,通过视窗板用户可以看到内部空间里对应位置的液晶显示区域,用以读取体温值。图 7 的设计方案,生产线反映有大量的产品出现焊接后不密闭的情况,体温计视窗上可以看到长度 0.4~1.7mm不等的碎屑附着在产品内部无法去除(图 8a、b)。这些都导致产品生产后只能废弃,造成大量浪费。
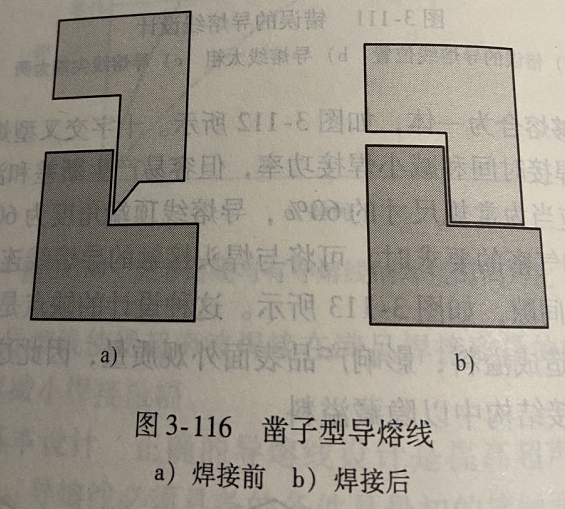
分析其原因,主要为导能线结构不合理,尖端角度为70°不够尖锐,影响熔化效率。下壳接合面不是平面而是斜面,在焊头压上帽向下移动过程中,使上帽先端向斜下方摩擦式滑动,难以让塑料高效熔化结合,这一点从液晶上观察到的碎屑情况可以得到证实。另外焊接面并没有出现黑色过熔痕迹(图 8c),说明理论上焊接面处还可以加大焊接功率。为了增强结合强度,曾通过调整超声、保压时间以及超声压力等参数以增加焊接功率,效果均不理想。因为增加保压时间或压力,甚至导致下壳的 PMMA 视窗板和下壳结合处裂缝,产生次生不良问题。根据以上分析,对产品形状进行了针对性变更(图 9)。改变上帽导能线形状,因为产品尺寸限制,壁厚只有 2mm,难以采用凹槽型导能线,因此根据实际情况调整尖角角度70°→50°,同时取消下壳的斜面,变更为平面。经过一系列设计改善变更,基本杜绝了碎屑产生,大幅降低了因泄露带来的不良率,但泄露现象仍难以根除。主要原因为上帽高度 25mm,焊头和上帽上端面距离导能线为 25mm,属于远端焊接,加上上帽壁厚不足(只有0.8mm),严重影响超声波振动能量传递到接合面,如果增加压力或时间,又会因为距离接合面比较近的视窗结合部松动从而导致泄露。无论是远端焊接还是视窗部的位置调整,都势必要更改产品外观,这在医疗器械产品的设计中难度很大。在日后的设计中,应充分考虑超声波焊接的特点,尽量避免远端焊接。设计指南是过去产品设计的经验和教训的总结,这些经验和教训都是以时间、精力和白花花的金钱为代价买来的。 在不遵守设计指南之前,要想清楚:我们一定要重复一遍前人已经犯过的错误吗?公司有容忍我们犯错误的空间吗? 当产品设计遇到不熟悉的结构或工艺时,我们并不应该急急忙忙凭感觉胡乱设计,而是需要花大量时间去寻找相关的设计指南。
相信我,你会找到很多很多的设计指南,除非你做的是超级前沿的设计。 然后老老实实的按照设计指南去设计,这样方能确保产品设计的质量。 当我们具备一定的经验之后,我们可以进行批判性思考,找出当前设计指南的不足之处并优化,形成自己的设计指南。 著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2023-11-13
最近编辑:5月前