机械零件设计如何考虑结构工艺性

用铸造的方法制造零件毛坯时,为了便于在砂型中取出模样,一般沿模样拔模方向作成约1:20的斜度,叫做拔模斜度。因此在铸件上也有相应的拔模斜度,如下图a所示。这种斜度在图上可以不予标注,也不一定画出,如下图b所示;必要时,可以在技术要求中用文字说明。

二、铸造圆角
在铸件毛坯各表面的相交处,都有铸造圆角(下图),这样既能方便起模,又能防止浇铸铁水时将砂型转角处冲坏,还可以避免铸件在冷却时产生裂缝或缩孔。铸造圆角在图上一般不予标注,常常集中注写在技术要求中。下图所示的铸件毛坯的底面(作为安装底面),需要经过切削加工。这时,铸造圆角被削平。

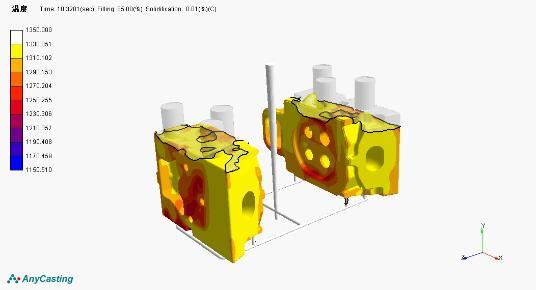
三、铸件壁厚
在浇铸零件时,为了避免各部分冷却速度的不同而产生缩孔或裂缝,铸件壁厚应保持大致用等或逐渐变化,如下图所示。

一、倒角和倒圆
如下图所示,为了去除零件的毛刺、锐边和便于装配,在轴或孔的端部,一般都加工成倒角;为了避免因应力集中而产生裂纹,在轴肩处往往加工成圆角的过渡形式,称为倒圆。

二、螺纹退刀槽和砂轮越程槽
在切削加工中,特别是在车螺纹和磨削时,为了便于退出刀具或使砂轮可以稍稍越过加工面,常常在零件的待加工面的未端,先车出螺纹退刀槽或砂轮越程槽,如下图所示。


螺纹退刀槽和砂轮越程槽的结构尺寸系列,可查表。
三、钻孔结构
用钻头钻出的盲孔,在底部有一个120°的锥角,钻孔深度指的是圆柱部分的深度,不包括锥坑,如下图a所示。在阶梯形钻孔的过渡处,也存在锥角120°的圆台,其画法及尺寸注法,如下图b所示。

用钻头钻孔时,要求钻头轴线尽量垂直于被钻孔的端面,以保证钻孔准确和避免钻头折断。下图表示了三种钻孔端面的正确结构。

四、凸台和凹坑
零件上与其它零件的接触面,一般都要加工,为了减少加工面积,并保证零件表面之间有良好的接触,常常在铸件上设计出凸台、凹坑。下图a、b是螺栓连接的支承面做成凸台或凹坑的形式;下图c、d是为了减少加工面积,而做成凹槽或凹腔的结构。

-End-
免责声明:本文系网络转载或改编,仅供学习,交流所用,未找到原创作者,版权归原作者所有。如涉及版权,请联系删。