“用于 IV 型储氢气瓶塑料内胆减压导致起泡的预测模型”。

摘要;
本研究中所描述的工作代表了首次努力对 IV 型储氢罐减压过程中塑料内衬起泡这一复杂现象进行建模。起泡是因为在高压下气体被塑料内衬吸收,而当减压速率超过被吸收气体通过扩散逸出的速率时,就会产生应力。消除起泡非常重要,因为对于通用汽车和本田第一代燃料电池汽车来说,IV 型储罐是最轻的储氢选择。本报告详细介绍了一个基于亨利定律、菲克第二定律和从连续介质力学中导出的简单材料屈服准则的简单聚合物内衬起泡模型的实施。由于该模型与实验吻合良好,因此进行了一项参数研究,以预测起泡开始的时间与内衬厚度和减压速率的函数关系。该模型为内衬材料和设计的预选预测工具奠定了基础。预选方法减少了需要进行的实验数量,从而有可能降低储氢系统开发的成本。
一、简介
对于燃料电池汽车的车载储氢,有许多选择。正在考虑的技术包括压缩气体、固态氢化物、低温吸附剂和室温高压吸附剂。由于成本和系统重量的限制,70 兆帕(10153 磅/平方英寸)的压缩氢气储存技术被选为第一代燃料电池汽车[1]。目前有四种类型的压缩气体储罐。在这些不同的储罐类型中,IV 型储罐是最轻的选择,因为该技术将塑料内衬与复合外壳相结合。塑料内衬的作用是充当不可渗透的屏障对于氢气的泄漏。塑料可以是聚酰胺(PA)或高密度聚乙烯(HDPE)。
使用塑料内衬会带来一个问题,因为当储罐迅速减压时,它可能会起泡。起泡是因为在高压下氢气被内衬材料吸收,而当减压速率超过被吸收气体通过扩散逸出的速率时,就会产生应力。塑料内衬起泡的特征是内衬材料出现裂缝或变白。变白涉及微观充气孔隙的成核[2 到 7]。塑料内衬的起泡和开裂可能导致氢气泄漏。两份研究报告对塑料内衬起泡的背景和细节进行了很好的描述;一份来自桑迪亚国家实验室[8],另一份来自萨凡纳河国家实验室[9]。
起泡取决于内衬材料的特性、内衬厚度、减压速率、温度、氢气浸泡历史、初始储罐压力和最终储罐压力。
通用汽车/本田燃料电池汽车合作团队目前正在进行开发工作,以设计一种不起泡的 IV 型储罐内衬。如图 1a 所示,IV 型储罐内衬的加载条件近似于通过静水压力对内衬圆盘样本进行加压和减压。
本报告中要建模的一般实验方案如图 1b 所示。它涉及从 87.5 兆帕(根据全球技术法规为标称工作压力的 125%)线性减压到 2 兆帕,温度为 50℃。这项工作的目的是利用实验数据开发和验证一个内衬起泡模型,以预测起泡的开始,并为预选工具提供基础,该工具可用于降低车载氢气储存系统的开发成本。

二、方法
控制方程
通过应用亨利定律、菲克第二定律以及从连续介质力学中导出的简单材料屈服准则,实现了一个聚合物内衬起泡模型。本研究的工作流程(将在下文更详细地描述)如图 1c 所示。该模型的基础是最近一篇论文中提出但未实施的方法[10]。
质量传输
本节描述了本研究工作流程中的步骤 I 和步骤 II。首先,有必要区分渗透率和扩散率。严格来说,渗透率用于描述通过多孔介质的压力驱动流动,而扩散率用于描述浓度驱动流动。达西流体运动定律
(式 (1))通过多孔介质是压力驱动流动的一个例子,渗透率由式
(2)描述,有两个原因说明用菲克定律(式(3)和式(4))来描述氢气通过塑料内衬的质量传输更好。首先,原始的塑料内衬材料几乎没有缺陷,孔隙率极低,因此式(2)所描述的 K 趋近于零。
其次,假设塑料内衬以分子形式吸收氢气。然而,减压问题的边界条件是压力(图 1b),而不是菲克定律所要求的浓度。为了用浓度来表示减压,亨利定律(式(5))利用溶解度在压力和浓度之间来回转换。本研究假设溶解度与压力无关。然后,根据式(6),渗透率(就其指通过塑料内衬的气体损失而言)可以与扩散率相关联。

孔隙压力和屈服准则
本节描述了本研究工作流程中的步骤 III 和步骤 IV。本研究的起泡模型忽略了孔隙成核的物理过程,并且假设即使在原始塑料内衬的显微镜观察中没有明显孔隙,也存在预先存在的孔隙。尽管有这种简化,但将表明我们的孔隙压力和屈服准则
本部分描述了本研究工作流程中的步骤 III 和步骤 IV。本研究的起泡模型忽略了孔隙成核的物理过程,并且假设即使在原始塑料内衬的显微镜观察中没有明显孔隙,也存在预先存在的孔隙。尽管有这种简化,但将表明我们的模型对起泡现象提供了足够的近似。本报告的结论部分将描述建议的后续工作,包括为全面处理起泡物理现象而实施额外的模型复杂性。

图 1 a)聚合物圆盘的静水压力近似于 IV 型储罐中内衬所面临的条件。
b)用于测试塑料内衬对减压引起的起泡和开裂敏感性的静水压力实验方案。这是本研究中建模的方案。
c)本研究中提出的模型的工作流程。
正如在步骤 I 中使用亨利定律将压力边界条件转换为浓度边界条件一样,在步骤 III 中也使用亨利定律将浓度转换为压力。因此,式(7)使用在步骤 II 中用菲克第二定律计算出的氢气浓度数据来计算分布在塑料内衬中的小孔隙的压力。
孔隙压力提供了一种量化内衬材料在快速减压过程中所经历的应力的方法。如果孔隙压力超过临界值,那么孔隙附近的内衬材料将发生塑性屈服并变白。式(8)描述了屈服压力 pY,即厚壳圆筒内壁发生塑性屈服的压力。该表达式源自连续介质力学,并考虑了壁材料的屈服应力 sY[11,12]。厚壳圆筒有一个内半径 a 和一个外半径 b,如图 2a 所示。当 b 趋近于无穷大时,厚壳圆筒的屈服压力表达式简化为式(9),它描述了连续体中一个小孔隙的屈服压力。然后将在步骤 III 中计算出的孔隙压力与屈服压力(式(10))进行比较。

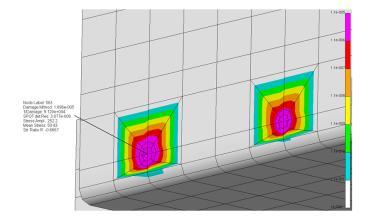
图 2 a)嵌入孔隙的屈服准则是厚壳压力容器屈服分析表达式在 b 趋近于无穷大时的极限[19]。b)25°C 减压后 3mm 厚高密度聚乙烯(HDPE)内衬的横截面孔隙压力,虚线表示屈服压力的上限和下限。结果根据此处描述的颜色键进行可视化。
当塑料内衬的孔隙压力超过屈服压力时,模型预测内衬会起泡。图 2b 提供了用于绘制内衬横截面模拟起泡的颜色方案的表示。内衬横截面的孔隙压力覆盖有红色、黄色或绿色 区域。红色代表内衬横截面中计算出的孔隙压力超过高屈服压力的区域;这些区域很可能会起泡。绿色代表内衬横截面中计算出的孔隙压力低于低屈服压力的区域;这些区域不太可能起泡。黄色代表内衬横截面中孔隙压力介于低屈服压力和高屈服压力之间的区域;这些区域可能会起泡。

模型
材料特性
溶解度和扩散系数数据是由通用汽车/本田燃料电池汽车合作团队在不同温度下收集的,并在表 1 和表 2 中提供。如前所述,本研究认为溶解度和扩散系数与压力无关。屈服应力的一系列值是从各种来源获得的,包括文献[10,13]、商业材料数据表[14]和通用汽车/本田数据集。

表 3 中提供了一系列屈服应力和相应的屈服压力。所考虑的内衬材料的屈服应力是在室温下测量的。然而,起泡实验是在 50℃下进行的。聚合物屈服应力是温度的强函数[15,16],因此为了使模型与高温实验相匹配,对内衬材料的屈服应力应用了一个校正因子。该校正因子将聚合物的室温屈服应力与其在 50℃时的屈服应力相关联。具体而言,对高密度聚乙烯(HDPE)和聚酰胺(PA)分别应用了约 0.4 和 0.5 的校正因子。扩散系数和屈服应力的材料特性是相互矛盾的。温度升高会增加气体扩散速率,但同时也会降低内衬材料的屈服应力。

图 3 a)一维减压问题分析解的设置,假设圆盘中心无边缘效应。b)二维轴对称单层圆盘模型的数值模型几何形状。网格由 10,034 个三角形元素组成。

图 4 不同温度下,厚度为 3 毫米的 HDPE 单层中心的 H2 浓度随时间的变化

图 5 a)HDPE 单层衬里在减压前后的横截面。b)HDPE 减压的模拟结果。
三、一维分析模型
一维模型分析解的设置如图 3a 所示。该问题的初始条件由式(11)描述,问题的边界条件由式(12)和式(13)描述。这些初始条件和边界条件描述了如图 1b 所示的减压条件。式(13)根据初始浓度 Co、最终浓度 Cf 和减压时间 tf 描述了逐渐线性减压。如前所述,压力和浓度使用亨利定律(式(5))相关联。该问题的解采用了福维尔级数的形式。


图 6 a):降压前和降压后 PA 单层衬里的横截面。b):PA 的降压模拟结果。

图 7 比较 HDPE 和 PA 的模拟结果。模型预测,PA 不太容易起泡,部分原因是其屈服应力较高。

四、二维数值模型
在图 3b 中提供了对本研究二维数值模型的描述。图 3b 提供了用于模拟和可视化塑料衬里圆盘静水减压的二维轴对称单层模型的示意图(插图)。数值模型,尽管对于单层模拟不是必需的,但对于深入了解多层衬里或注塑夹断点处复杂几何形状的动力学将是一个有价值的工具。
 图 8 a)在 25℃下进行 1 小时减压期间,沿 3 毫米厚 HDPE 塑料衬里横截面的解析计算出的氢气浓度。b)使用解析模型和数值模型计算出的氢气浓度比较。
图 8 a)在 25℃下进行 1 小时减压期间,沿 3 毫米厚 HDPE 塑料衬里横截面的解析计算出的氢气浓度。b)使用解析模型和数值模型计算出的氢气浓度比较。 
图 9 在 25℃下对 HDPE 和 PA 衬里的预测分析,作为衬里厚度和减压速率的函数。每个单元格中的数字反映了针对该特定衬里厚度和减压速率计算出的最大孔隙压力。
并且在 50℃下进行 1、3、5 和 13 小时减压后的数据在图 5a 中提供。可以观察到,随着减压速率的增加,起泡的程度和强度也在增加。对于 13 小时的减压,没有观察到起泡现象。由于 HDPE 中的气体扩散速率非常缓慢,即使是持续长达 5 小时的减压也会导致起泡。图 5b 提供了 HDPE 单层减压的模拟结果。衬里横截面的颜色提供了起泡程度和强度的信息。如前所述,红色代表可能出现明显起泡的地方,绿色代表预计不会出现起泡的地方,红色和绿色之间的阴影代表可能出现一些起泡的地方。从定性的角度来看,起泡模型跟踪了通过实验观察到的起泡的程度和强度。得出的结论是,本研究的简单起泡模型为塑料衬里起泡这一复杂现象提供了良好的预测能力。
图 6 提供了 PA 衬里减压的实验和模拟起泡模式。在实验中,观察到了广泛的模式,Technyl 没有起泡,Arlen、Durethan 和 Zytel 经历了不同程度的起泡。起泡模型成功地预测了 Arlen 和 Durethan 的起泡情况,但对 Zytel 和 Technyl 则没有预测到。许多材料特性会影响聚合物中的气体扩散。这些特性包括聚合物链的分子量、聚合物密度、结晶度、聚合物取向以及交联等[9]。很可能氢气扩散率会因不同品牌的 PA 而有很大差异。目前尚未获得每个 PA 品牌的氢气扩散率数据。
图 7 直接比较了 HDPE 和 PA 的模拟起泡情况。尽管 PA 在 50℃时的氢气扩散率低于 HDPE,但 PA 对起泡的抵抗力比 HDPE 更好。根据表 1,HDPE 的氢气扩散率为 2×10⁻⁹m²/s,而 PA 的氢气扩散率低一个数量级,为 4×10⁻¹⁰m²/s。PA 对起泡的更好抵抗能力可以用其屈服应力高于 HDPE 以及其氢气溶解度较低来解释。根据简单模型,要使 PA 材料屈服需要比 HDPE 高得多的孔隙压力。
五、分析模型:参数研究
上一节比较了单层塑料衬里的实验减压和模拟减压。本节描述了一维分析起泡模型的预测能力。分析模型允许进行高效的数据分析。图 8 给出了 3 毫米厚 HDPE 单层的减压分析模拟结果。如图 3a 所示,由于对称,只对衬里厚度的一半进行了建模。如预期的那样,证实分析模型与数值模型相匹配。
图 9 给出了一项旨在了解 PA 和 HDPE 单层起泡情况与衬里厚度和减压速率关系的参数研究结果。每个单元格提供了特定衬里厚度和减压速率下计算得到的最大孔隙压力。如前所述,配色方案反映了是否预测到起泡。预测表明,1 毫米厚的 HDPE 和 PA 衬里在 1 小时的减压速率下具有抗起泡能力。虽然这一结果具有指导意义,但它并不能提供实际的解决方案。本文将起泡和变白作为衬里不合格的标志。然而,衬里的机械刚性和整体不渗透性也是重要的要求。在希望薄衬里防止起泡和希望厚衬里限制氢气损失及防止衬里屈曲之间存在着竞争关系。出于这个原因,理想的衬里设计应该平衡这些要求。 为此,发现 3 毫米厚的 PA 衬里可以在 3 小时的减压速率下抵抗起泡。这一结果表明,氢燃料电池汽车可以使用具有 PA 单层的 IV 型储罐,并适当实施储罐排放协议。例如,可以考虑燃料电池汽车可能有多个氢气储存罐。这里呈现的结果表明,合理的排放协议应该包括同时排放所有储罐,而不是依次排放储罐。
此外,HDPE 和 PA 在 25℃时的扩散率几乎相同。因此,PA 对起泡的优越抵抗力部分是由于其屈服应力高于 HDPE。这一结果也突出了本研究起泡模型的有用性。还可以根据需要进行涉及其他参数(如温度、氢气浸泡时间和初始压力)的参数研究。
六、总结
这里提出的模型为开发一种用于预选衬里材料和设计的预测工具奠定了基础。预选衬里材料可以减少需要进行的实验数量,这可能会降低氢储存系统开发的成本。还应该进行进一步的工作,以增加模型的复杂性,更好地体现减压诱导起泡的物理现象。首先,需要实验测量扩散率和屈服应力对压力的依赖性,然后将其应用于模型。当前模型在分析中也假定了预先存在的孔隙。修订后的模型应该包括孔隙成核和生长的物理过程,以及机械应力的新胡克表达式[3,4]。此外,氢气在聚合物衬里中的溶解度也应该作为压力的函数来处理。这项工作仅考虑了衬里材料在第一次减压循环中的起泡情况。还应该进一步研究在多次减压循环中衬里疲劳的建模。尽管如此,用于实施我们模型的简单方法提供了对衬里对起泡敏感性的有价值评估。本文来源(Predictive model for depressurization-induced blistering of type IV tank liners for hydrogen storage)