催化剂提升管检修
摘要
催化剂提升管泄漏的原因分析和检修方案被详细讨论,包括磨损机理、检修步骤和焊接工艺。文章强调了焊接前的准备工作、焊接过程中的严格控制和焊后热处理的重要性。同时,提供了一个压力容器行业技术交流的平台,旨在促进行业内部的知识分享和技术进步。
正文

1.基本情况
某催化剂提升管,管线Φ95×10,材质1.25Cr0.5Mo,投产10年后发生母材穿孔泄漏。2.原因分析
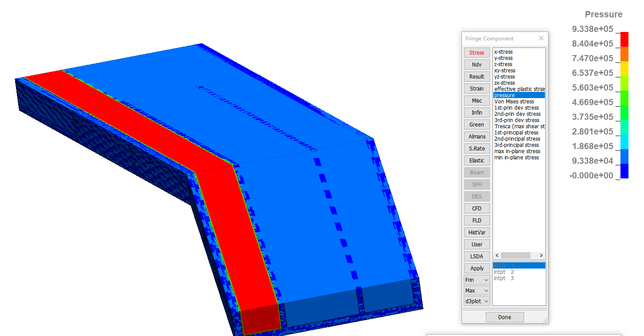
催化剂颗粒在氢气提升管内的流动特性和冲刷磨损为催化剂管道磨损出现缺陷的主要影响因素。运动颗粒对靶材的磨损不是一种单纯的机械损伤,而是流动、腐蚀、冲击、材料性能等多种因素相互作用的结果;高温气、固两相流磨损失效具有局部性,突发性;颗粒在管道内发生团聚和速率发生急剧变化的地方是磨损最严重的的地方。
3.检修方案
根据管线失效情况,结合装置生产运行实际,初步形成以下方案:1、对催化剂提升管线故障部位进行局部更换,即将提升管破损及壁厚减薄的部位切除掉,重新分段煨制弯管,进行更换。具体检修方案如下:1)画出需要更换的位置,气割掉需要更换的有缺陷弯管,并测量更换长度。2)现场打磨弯管两端坡口符合要求,对坡口进行100%MT检测,组对新弯管与弯管,弯管与法兰之间的焊缝,控制错边量,焊接执行焊接工艺。3)对弯管内部焊缝打磨光滑,清理外部焊缝周围飞溅。2、对催化剂提升管进行整体更换,将提升管与提升器焊接处焊缝打磨并拆除原提升管,进行整体更换,并在下部法兰端留余量,设备复位后进行提升管法兰与提升管的组对配焊。存在问题:一:是现场更换空间有限,回装时角焊缝为仰焊,施工难度大,角焊缝质量难保证。二:提升器更换,现场框架、仪表、管线等影响因素多,前期准备和后续复位工作量较大,工期较长。4.返修焊接
组焊新弯管与弯管,弯管与法兰之间的焊缝前,应将坡口打磨至金属光泽,并对坡口表面进行无损检测。新弯管与弯管,弯管与法兰之间的焊缝焊前预热温度应满足标准要求。2)焊接工艺顺序:坡口清理,MT→预热,装配点焊→预热,手工钨极氩弧焊打底→焊条电弧焊填充、盖面,后热→打磨焊缝外型与母材齐平→无损检测。焊后应立即进行后热处理,否则应保持预热温度至焊缝最终消除应力热处理后。压力容器无损检测人员必须持有劳动部门颁发的相应合格级别的资格证书,必须严格按图纸要求和压力容器的相关法规进行。
5.焊后热处理
对组焊部位进行局部电加热消除应力热处理,要求如下:1)电加热器覆盖焊缝进行加热,将焊缝置于加热器中心处;2)通电前检查所有电源接头、电缆线及加热设备周围确保无问题;4)加热过程中要作好手工记录,经常观察,防止发生意外;6)热处理中过程中,应对作业区拉警戒线,非工作人员不得入内。