12Cr2Mo1R材料与PWHT

摘要
焊后热处理旨在降低焊后残余应力,并调整组织改善性能。按照GB/T30583标准,焊后热处理温度有界限,不同钢材有不同标准。12Cr2Mo1R材料的热处理时间为8小时,与材料厚度无关,这是为了优化组织结构和性能。焊后热处理类似回火方式,但不能简单称为“退火”或“回火”,更不应称“消除应力热处理”。热处理时间的选择与焊缝组织、设备厚度及性能要求相关,适当延长热处理时间可提高冲击功,但过长时间可能适得其反。考虑各种因素,Max.PWHT时间至少是3倍的标准时间。
正文
焊后热处理有温度界限,在GB/T30583中规定,碳钢、低合金钢温度超过490℃,高合金钢超过316℃才作为焊后热处理。480℃和315℃更适合国人的习惯。部分标准中将预热、消氢、后热、PWHT合称为焊接热处理。
专家指出:焊后热处理不能称为焊后消应力热处理。GB/T30583中有“焊后热处理”术语,与日本标准相近。GB/T30583中焊后热处理的表达中含有“消除焊后残余应力”的表达,宜改为“降低焊后残余应力”。严格意义上讲,焊后残余应力是不能完全消除掉的。
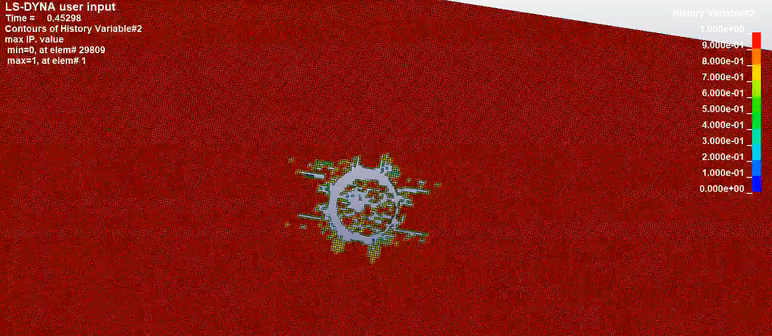
12Cr2Mo1R需要8小时热处理,不按照材料厚度选取热处理时间,比如某设备42mm,按照NB/T47015需要2个小时就够了,但是却要求8小时呢,此处热处理主要还有有调整组织改善性能的作用。焊后热处理是回火的温度退火的保温方式(炉冷),既不能称“退火”也不能称“回火”,更不要称“消除应力热处理”,因为PWHT还有调整组织改善性能的作用,该焊缝主要是粒状贝氏体,需回火来降低强度和提高韧性,若考虑厚度可能只需2个小时,好多单位也按2小时进行,如壁薄也可进行6小时热处理,但8小时时冲击功会更佳,冲击功与PT之间是一个开口向下的抛物线,690℃×8小时才能达到充分回火,约690℃×15~18小时是抛物线顶点。焊后进行8h热处理,考虑再热裂纹返修增加8h,考虑现场组装增加8h,考虑开罐检查返修再8h,还有将中间ISR通过纳尔逊-米勒参数去换算。Max.PWHT至少是3倍PWHT时间,一次厂内制造,一次预留厂内返修,一次预留现场返修。







.png?imageView2/2/h/336)