压力容器工程师谈设计之—“焊接接头系数”

摘要
本文讨论了焊接接头系数与安全系数的区别,以及焊接接头在压力容器设备中的重要性。对于纵向焊接接头,其焊接与无损检测条件优于环向接头,更易于保障质量。然而,在某些情况下,焊接接头的低配可能更合理,但实施上存在困难,因为怕力学性能低于母材。尽管标准规范不支持,但工程实践案例少,技术和经验积累不足。文章还指出,焊接接头系数基于力学性能,而安全系数与之不同。当前,为满足焊接接头型式与无损检测,取1.0偏先进。同时,文章提到安全系数的市场化趋势和国际竞争,但应警惕可能增加的安全事故风险。最后,文章对低温脆性断裂校核的应用表示担忧,认为国内论证与试验不充分。
正文



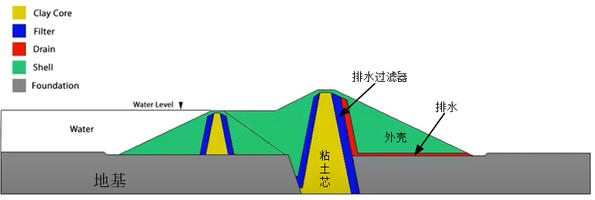
关于焊接接头系数,一般不会将它与安全系数混淆。存在各种焊接接头的焊接系数,但对于压力容器设备来说,主要是指筒体的纵向焊接接头,且好在容器的纵向焊接接头的焊接与无损检测的实现条件优于环向焊接接头,相对来说更易于保障其质量,也就是通常的说法:焊接接头的力学性能不低于母材(焊接接头处,为材料的不连续,就是说不等同母材)。为了实现焊接接头的力学性能不低于母材,在实际操作层面,匹配上往往是力学性能高于母材。

在某些场合或综合(全面)性能考量出发,有时焊接接头的低配应该更适宜或合理,但设计或用户在接受和实施方面是困难的,毕竟怕出现力学性能低于母材的状态。若将异种钢焊接的问题想清楚了,那么焊接接头的力学性能稍微低于母材又何妨呢?然而,标准规范不支持,相对的工程实践案例就少,经验和技术积累就不充分。
筒体环向应力大小是一样的,但对于焊接接头的受力位置(方向)是不同的,相对于纵向焊缝,环向焊缝横截面是轴向力引起的,均匀且一般较小。焊接接头系数,几乎就是从力学性能(受力等效)出发的(包括体现在各种计算公式中),而安全系数与之相去甚远。
现在,设法满足焊接接头型式与无损检测,使之取1.0,但焊接接头是材料的不连续,取1.0肯定是偏先进的。安全系数,有市场化的趋势,国际上约2.4和2.7了,那么咱们也就跟上,否则,如何参与国际竞争?别人能办到事,咱们也得办得到,大约就这么回事,最多以增加一些安全事故为代价罢了。
这次低温脆性断裂校核,成为GBT150.3规范性附录,真有人敢用,大约以多出安全事故为代价。国内的论证与试验应该不充分,特别是与焊接方法(焊接材料)相关的这部分内容。