【案例】某产品薄壁件加工效率提升的工艺改善

来源:西北工业集团
薄壁件易变性、生产效率低是很多制造企业加工过程中常遇到的问题。本文案例选自西北工业集团,看他们是如何提高加工效率的。
01
改前状况
公司某重点产品某部件为薄壁零件,一般采用旋压方式加工而成。在批量生产中,发现零件在加工完成后,上下料等待时间较长,辅助时间占到加工总时长的25%以上,机床效率没有得到很好发挥,产品加工效率偏低,严重影响了生产进度要求。
02
原因分析
03
改善措施

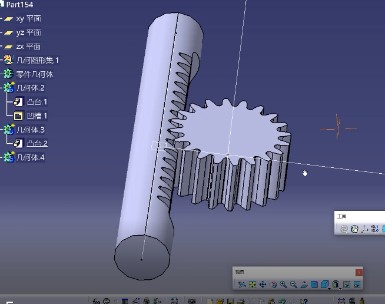
2、旋压芯轴的结构改进。将旋压芯轴结构由原来的尾部光轴改为尾部带螺纹内孔的结构。顶紧装置与旋压工装主要通过芯轴尾部的螺纹内孔连接。
改善后工装使用时,先将螺纹拉杆拧紧到旋压芯轴尾部螺纹孔中,装上工件,用螺纹拉杆上的连接螺卡住工件的内孔后端,再将U型挡板卡到螺纹拉杆上并顶紧工件的后外端面,拧上螺母将U型挡板与工件顶紧,使工件不能转动,从而实现加工时对工件的顶紧。
04
效果评估
登录后免费查看全文
著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2020-09-12
最近编辑:3年前

技术圈粉 知识付费 学习强国


课程培训服务行家
课程
培训
服务
行家
.jpg?imageView2/2/h/200)

.jpg?imageView2/2/h/200)


.png?imageView2/2/h/336)