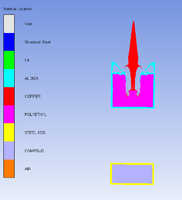
涂布缺陷模拟与观察
狭缝挤压涂布由于其预计量精度和高涂布速度等优点而广泛用于锂离子电池电极的制造。涂布工艺主要目的是生产均匀无缺陷的电极涂层,工艺过程中必须满足:(1)浆料性质稳定,不发生沉降,粘度、固含量等不变化;(2)浆料上料供应稳定,在模头内部或涂辊及转移辊上形成均匀稳定的流动状态;(3)涂布工艺在涂布窗口范围内,在模头与涂辊之间形成稳定的流场;(4)走箔稳定,不发生走带滑动,严重抖动和褶皱:张力、纠偏控制。如图1所示,模头与箔材之间的流场状态和稳定性影响涂布缺陷的主要因素,大部分缺陷都与涂布上游液面相关(图1中角度θd)。文献【1】对涂布缺陷进行了观察与模拟,作者为了识别不同涂布速度下的涂布缺陷,在挤压涂布实验中采用以下过程:(1)固定浆料泵的转速以确定浆液流量。(2)涂布速度从低值提高到发生涂层缺陷的临界值。记录流速、临界涂布速度和缺陷类型。然后使用记录的数据计算涂层厚度或最大涂布速度。(3)改变上料泵的转速,重复步骤(1)和(2),以确定不同涂布速度和稳定涂布下的缺陷类型。为了减少实验误差,在固定流速下进行了三次涂布实验,并以平均值作为最终实验结果。在实验过程中,他们观察到了三种缺陷,如图2所示,分别为条纹缺陷、斑点缺陷和不规则缺陷。关于涂布缺陷的更多内容,点击涂布常见缺陷阅读。然后,他们采用模拟研究了这三种缺陷产生的主要原因。这三种缺陷主要都是因为涂布液珠上游空气夹带产生的(图1中角度θd)。其中,毛细管数Ca是一个重要的工艺参数,主要与浆料粘度μ、涂布速度Vsub和浆料与基材表面张力σ有关,定义为:图2 (a)条纹缺陷,浆料流速= 0.03833mL/s,涂布速度= 0.25m/min;(b)斑点缺陷、(c)不规则缺陷,浆料流速= 0.26833 mL/s,涂布速度= 1.6 m/min;和(d)无缺陷涂层,浆料流速= 0.26833 mL/s,涂布速度= 2.0 m/min。条纹缺陷在Ca相对较小(实验中为0.067)的条件下产生,在宽度方向上存在几条条纹,这种条纹不同于唇口颗粒导致的划痕。图3显示了条纹缺陷的涂布珠演变,包括25D视图、底视图和剖面视图。基材运动引起的粘性力远小于毛细管力,毛细管力主导着涂布珠的演变。下游弯月液面在毛细管力作用下沿宽度方向收缩,如图3中黑色矩形标记的区域所示。侧面模头的静态接触线位置随着涂布珠的演变而向下游方向移动,如剖面图中黑色矩形标记的区域所示。然而,中间部分的静态接触线位置随着涂布液珠的演变而消失。因此,会出现基材上没有涂覆浆料的空白区域,并产生条纹缺陷。随着涂布珠演变的进一步发展,下游弯月面在毛细管力作用下收缩更加明显,导致条纹缺陷宽度增加,如图3(c)所示。斑点缺损的形成是由于上游弯月液面不稳定,锯齿型动态接触线而产生的。随着涂层速度和Ca的增加,上游弯月面的动态接触线向下游移动,动态接触线形状变为锯齿状结构,如图4(a)所示。在这种情况下,空气夹带进入锯齿涂层。通过连续供应,浆料重新涂覆在基板上,并形成新的动态接触线,如图4(b)所示。由于产生新的动态接触线,进入的空气被夹断,并形成气泡。气泡在表面张力的作用下收缩上升;因此,形成了斑点缺陷,如图4(c)所示。不规则缺损其实就是更严重的斑点缺陷,在斑点缺陷中可以周期性地形成稳定的动态接触线。然而,在不规则缺陷中没有观察到稳定的动态接触线。由于涂布液珠断裂,涂层中可以观察到许多不规则缺陷,如图5所示。随着涂布速度和Ca的进一步提高,浆料在粘性力作用下迅速向下游流动。浆料的连续供应不能稳定地产生动态接触线;因此,动态接触线不规则地移动。涂层中形成大量气泡,当浆料重新涂覆在基材上时,会形成不规则的缺陷。参考文献:[1] Huang T , Tan P , Zhong Z , et al. Numerical and experimental investigation on the defect formation in lithium-ion-battery electrode-slot coating[J]. Chemical Engineering Science, 2022:258. 著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2023-09-28
最近编辑:8月前











.jpg?imageView2/2/h/200)