应用铣削仿真研究机加工中的裂纹问题

前言
机加工是一个比较复杂的工况。对于机加工的研究,一般分为对刀具的研究和对加工工艺的研究两类。其中对刀具的研究在高校的研究中较为多见。在实际的加工过程中,其实合理的加工工艺同样重要.由于机加工具有高速的特征,很多感觉上对的事情不一定适用所有工况,本例来源于真实案例,内容分析可能有所不够严谨,但是可以提供一个研究思路。
01 问题描述
在车体某部件的加工过程中,出现了裂纹。对裂纹处进行电镜扫描,可见有疲劳断裂形貌.


图1 电镜扫描图与断裂口形貌图
经过调研发现,此处的加工工艺为铣削成型。具体的加工方式有两种,一种为立铣,一种为卧铣。目前的加工方式为立铣。相关的模型如下面两个模型所示:


图2 立铣(左)与卧铣(右)示意图
02 问题研究思路与实现
这是一个典型的铣削成型仿真问题。我们选取了abaqus作为工具,使用显式求解器进行计算求解。通过对问题的分析,我们选择的分析重点为不同的铣削方式和不同的铣削深度。当然还可以研究铣刀转速等问题,不在本次的研究之内。
主要工况:
立铣不同深度(5mm,10mm,15mm)2. 卧铣不同深度下(5mm,10mm)
工况-立铣


工况-卧铣

图3 铣削工况示意图
03 结果分析
对结果进行分析。由于云图较多,看其中两个云图,立铣深度5mm和卧铣深度5mm.


图4 立铣(5mm)和卧铣(5mm)云图


图5 立铣(5mm)和卧铣(5mm)动图
可以直观看出,除了切削区域外,最大的应力出现在立筋根部。当采取立铣深度为5mm时候,此处发生开裂现象,其他方法并未开裂。为了避让图4中的开裂区域,我们选择图6中的一排节点定义路径,提取应力

图6 应力取点及节点编号
分别提取各个节点的最终应力,绘制下图:

图7 五种工况下各节点的应力值
由图7可以看出,最大应力值集中在第6到第8个节点上。对照图6,此处为立筋的根部,亦验证了裂纹的出现位置。由于图7并不能体现在加工过程中的应力变化,所以提取其中的第7个节点,输出在加工过程中的应力变化曲线,如图8
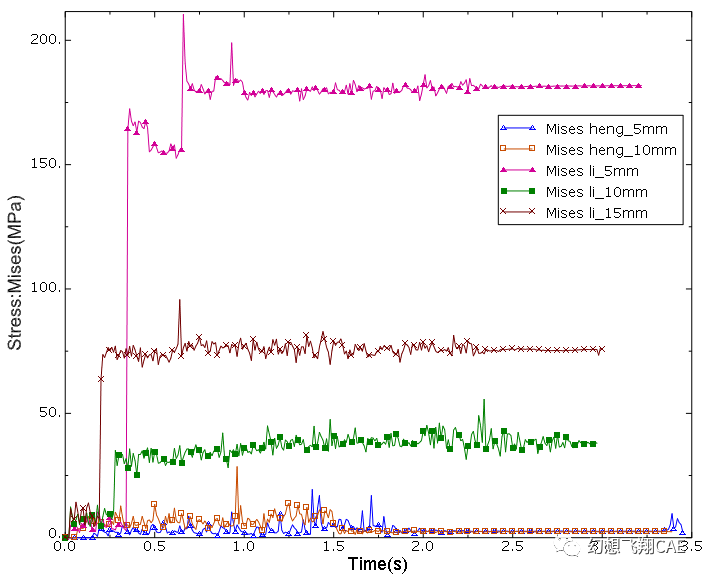
图8 五种工况下第7节点的应力变化曲线
04 初步结论
1. 由于在铣削过程铣头的高频转动,零部件在加工的时候会存在应力高频振荡现象。在T型结构的立筋加工中,应力最大值出现在立筋的根部(近平板处),会在此处产生疲劳裂纹;
2. 立铣和卧铣两种加工方式中,立铣对立筋造成的应力值要大幅大于卧铣。尽量避免此种工艺,如有必要,需要对立筋采取额外夹持;
3. 立铣的加工深度对立筋根部的应力有较大影响。由于深度即影响了立筋的刚度,又由于切削量的不同影响了切削力的大小,所以切削深度和立筋根部的应力值不是简单的线性关系,实际加工过程中如果确有必要采取此种加工工艺,需要合理定义切削深度。