4680大圆柱电池之无极耳技术解说!

4680大圆柱电池是什么?
传统的圆柱电池可分为 18650 和 21700,特斯拉在 2020 年电池日上创造性地推出 4680 电池,在 21700 的基础上对电池直径和高度同时做了扩展,直径增加一倍多至46mm,高度增加至80mm。根据特斯拉公布的数据,相较21700,4680单颗电芯容量提升5倍,功率提升6倍,实现16%的续航里程提升的同时降本14%,且单GWh 投资成本降低7%。

4680电池示意图

不同尺寸圆柱电池工艺对比
4680“无极耳技术”
4680 电池采用全极耳(无极耳)技术,散热能力更强的同时极大程度降低了电阻。极耳是从电池正负极集流体中引出的金属导电体,与电池壳体(圆柱/方形)或者与外部模组结构件(软包)进行连接,电流必须流经极耳才能与电池外部连接。根据极耳数量、面积差异极耳可以分为单极耳、双极耳、多极耳以及无极耳(又称全极耳)等类型。无极耳电池是将整个正/负极集流体都变成极耳。通过集流体与电池壳体或集流盘的全面积连接,大幅降低电池内阻和发热量,解决高能量密度电芯的发热问题,并提高充放电峰值功率,帮助突破圆柱电池做大的瓶颈。无极耳并不是意味着电池结构中没有极耳,而是在正极或负极上增加很多极耳。根据特斯拉专利图可以看到 4680 电池的结构中正极上分布着均匀的极耳,负极则没有极耳结构,将负极直接与电池壳组合在一起,由整个电池壳负极的功能。
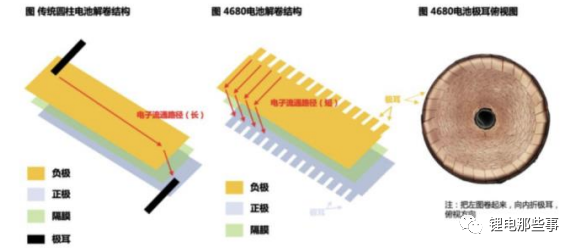
4680 极耳拆解图
那么什么是极耳?极耳有哪几种类型?日趋流行的无极耳设计又是什么?极耳数量对于电池性能有何影响?
极耳,是锂离子聚合物电池产品的一个组件。只要有锂电池的地方就会有极耳,比如我们生活中用到的手机电池、笔记本电池等都需要用到极耳。极耳作为充放电过程中电流传输的纽带,其导热导电性能的优劣也将影响电池的性能。
任何电池都是由正负电极、电解质、隔离膜及外壳组成的。当电池内部正极、隔膜、负极处理完成后,就需要焊接一个导电介质,把电芯和壳体连接起来。极耳就是这个从电芯中将正负极引出来的金属导电介质。通俗的说,电池正负两极的耳朵是在进行充放电时的接触点,但这个接触点并不是我们看到的电池外表的那个铜片,而是电池内部的一种连接。
按照不同的分类依据,极耳可以分为四类。
1、按极耳数量分:单极耳、双极耳/多极耳、全极耳-软连接、全极耳-硬连接(无极耳)。
2、按极耳成品包装分:盘式和板式。
3、按极耳胶分:黑胶、黄胶、白胶。
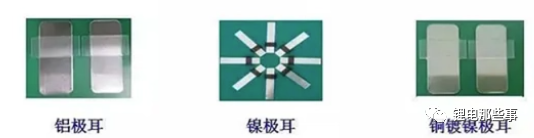
4、按极耳金属带材质分:电池的正极使用铝(Al)材料,负极使用镍(Ni)材料,或者是铜镀镍(Ni-Cu)材料。
1、单极耳:一般的小电池里面有正极和负极片各一张,每张极片上面有一个极耳伸出来传导电流。
2、双极耳/多极耳:如果只用一个极耳的话,电流充放电时会导致内阻过大,极易引发各种安全问题,所以现在的电池就逐步使用两个极耳,甚至多极耳。比如在叠片工艺上,每一层极片都有一个极耳。
3、全极耳-软连接:目前国内圆柱电池形成了全极耳软连接与硬连接两种主流形式。其中软连接方式是指,集流盘带有一段极耳连接壳体。
4、全极耳的硬连接=无极耳:我们经常听到的“无极耳电池”,更准确的来讲,就是“全极耳电池”。
先来介绍一个名词:集流体,就是汇集电流的结构或零件,在锂离子电池上主要指的是金属箔,如铜箔、铝箔等。在充放电的过程中,电子会沿着集流体的方向前进,直到到达极耳的位置。
所谓的“无极耳”就是将整个正/负极集流体变成极耳,通过集流体与电池外壳或者集流盘直接连接,这样就能够增大电流传导面积、缩短电流的传导距离。
无极耳设计主要优势如下:
1、提升安全性,增加电池效率。传统电池的单极耳承担汇集电流的作用,因此会产生发热现象。但是无极耳电池在电池内部是不存在集中发热点。传统的圆柱体电池,正负极铜箔、铝箔以及隔膜叠加卷绕,为引出电极,会在铜箔和铝箔的两端分别焊接一个导引线:极耳。传统的 1860 电池卷绕长度是 800mm,意味着电流要通过 800mm 长的导线,对应电阻大约是 20mΩ;2170 电池卷绕长度为 1000mm,则电流导出通过的长度就需要 1000mm,电阻约为 23mΩ;4680 电池将整个集流体变成极耳,电流从沿极耳到集流盘横向运输变成集流体纵向传输,原本的 800-1000mm 的导电长度锐减到 80mm(对应电池高度,纵向运输),电阻降低至 2mΩ,内阻消耗由 2W 降低到 0.2W,最大程度提升电池输出功率。
2、降低生产成本。国内大圆柱电池研发公司比克电池提到,采用无极耳4680 大圆柱对 BMS 各方面的管控要求会降低,成本也会相应下降。4680 电设备容量为 25Ah,18650 为 3Ah,存在 8 倍以上的差距,意味着原来一个电池包需要 8000 多颗 18650,使用 4680 替换只需要 1000 节。
3、快充性能提升。15 分钟内可将电池从 10%充至 80%的电量,即一辆续航600 公里的车,在充电站停 10- 15 分钟,可以满足 400-500 公里续航。
4680“无极耳技术”焊接难度大大提升
根据国轩高科在《一种圆柱形锂离子电池装配工艺》的专利中的描述,全极耳圆柱锂离子电池自动化组装工艺包含如下步骤:揉平、包胶、入壳、集流盘焊接、合盖、周边焊和氦检。
1、揉平工序:将卷芯正负极两端的全极耳整形、揉挤成平面且高出隔膜一定距离,便于后续焊接集流盘;
2、包胶工序:将揉平后的卷芯正负极两端包覆绝缘胶带,防止全极耳与金属壳体接触发生短路;
3、入壳工序:顶推装置将包覆绝缘胶带后的卷芯推入壳体;
4、集流盘焊接工序:将正负极集流盘分别焊接在卷芯正负极揉平后的两个端面上;
5、合盖工序:将集流盘、盖板经过预定角度的弯折、挤压并与壳体紧密结合, 实现集流盘与盖板的铆合连接,再经预点焊定型;
6、周边焊工序:将合盖好的圆柱锂离子电池进行周边封口焊接;
7、氦检工序:将周边焊后的圆柱锂离子电池采用氦检设备进行气密性检测,气密性合格的电池继续流转,气密性不合格的电池进行返工或报废。全极耳与集流盘或壳体连接中,对激光焊接技术要求较高:从传统两个极耳的点焊到全极耳的面焊,焊接工序和焊接量都变多,激光强度和聚焦不容易控制,容易焊穿烧到电芯内部或虚焊,因此,大大提升了激光焊接的难度,对于激光焊接设备提出更加高的要求。
4680 电池相对于方壳电池在焊接方面的改变主要包括:
1、全极耳设计相对于传统电池的极耳结构,焊接面积和焊接难度加大;
2、圆柱电池比方形电池多两个焊接点;
3、由于单个圆柱电池体积小于方壳电池,因而带同样电量的电动车需要搭载的圆柱电池数量数倍于方壳电池,需要焊接的电池数量相应增加。

特斯拉主导大圆柱电池,带动多家整车厂入场,电池厂加速布局产能。目前特斯拉德州超级工厂已在批产搭载于 Model Y 的 4680 电池。宝马 4695 电池有望在 2024 年量产,或成为其纯电平台 Neue Klasse 的主力电池。此外,蔚来、江淮、保时捷、东风岚图等多家整车厂也明确表示旗下车型将会搭载 4680 大圆柱电池。在此背景下,国内海外电池厂加速布局大圆柱电池产能。
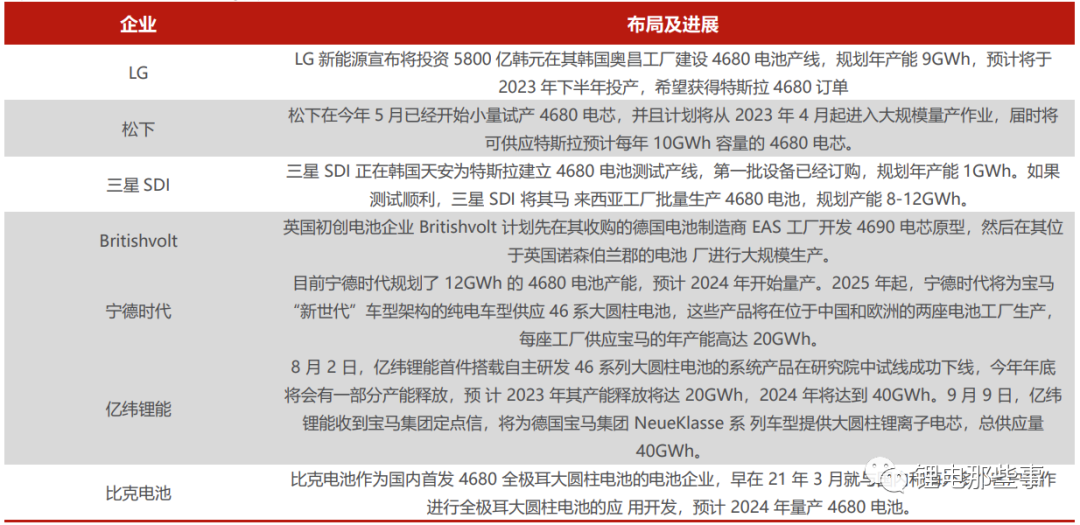
电池厂 4680 布局情况