美国密苏里科技大学丨高速X射线成像揭示增材制造过程的粉末扩散动力学


前言
在基于粉末床的增材制造工艺中,粉末以薄层散布,然后通过热源选择性地熔化/烧结或通过液体粘合剂选择性地结合在一起以形成零件。众所周知,粉末床的质量是影响所制造零件质量的主要因素之一。例如,在粉末床熔合过程中,已经证明提高粉末床密度和均匀性可以减少熔化缺陷(如剥落和孔隙率),并提高零件的最终质量。因此,为了准确预测粉末床质量,研究和了解铺展过程非常重要。
论文链接:
https://doi.org/10.1038/s41598-018-33376-0
试验方法

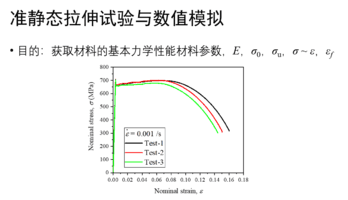
试验结果分析
动态休止角、动态坡面粗糙度和坡面流速是粉体在铺展过程中流动行为的重要指标。然而,几乎没有关于在具有高时间和空间分辨率的增材制造配置下测量这些参数的实验工作的报道。使用高速高分辨率X射线成像方法(每秒10,000帧),研究人员详细表征了粉末前锋在扩散过程中的动态休止角、坡面粗糙度和坡面流动速度。316 L不锈钢粉末,具有两种不同的粉末尺寸(23µm和67µm)。
图2显示了平均粒径为67 µm和23µm的316L粉末在散布过程中获得的具有代表性的动态X射线图像。可以清楚地观察到每个时刻的休止角和表面粗糙度,休止角由每张图像上的黄线表示。



图3 在具有两种不同平均粉末直径的316L不锈钢粉末铺展过程中,动态休止角“α”与时间的关系。每种粉末尺寸总共使用了12次测量。每次测量之间有5毫秒的时间间隔。平均直径为67µm的316L不锈钢粉末的平均动态休止角为36°,标准偏差为2°。平均直径为23μm的316L不锈钢粉末表现出较高的平均动态休止角,值为45°,标准偏差为4°
来源:增材制造硕博联盟
登录后免费查看全文
著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2023-03-19
最近编辑:1年前

硕士
聚焦增材制造科研与工程应用,致...

课程培训服务行家
课程
培训
服务
行家