UG编程角度头(侧铣头)加工,MCS坐标系应该如何设定?

网友求助:
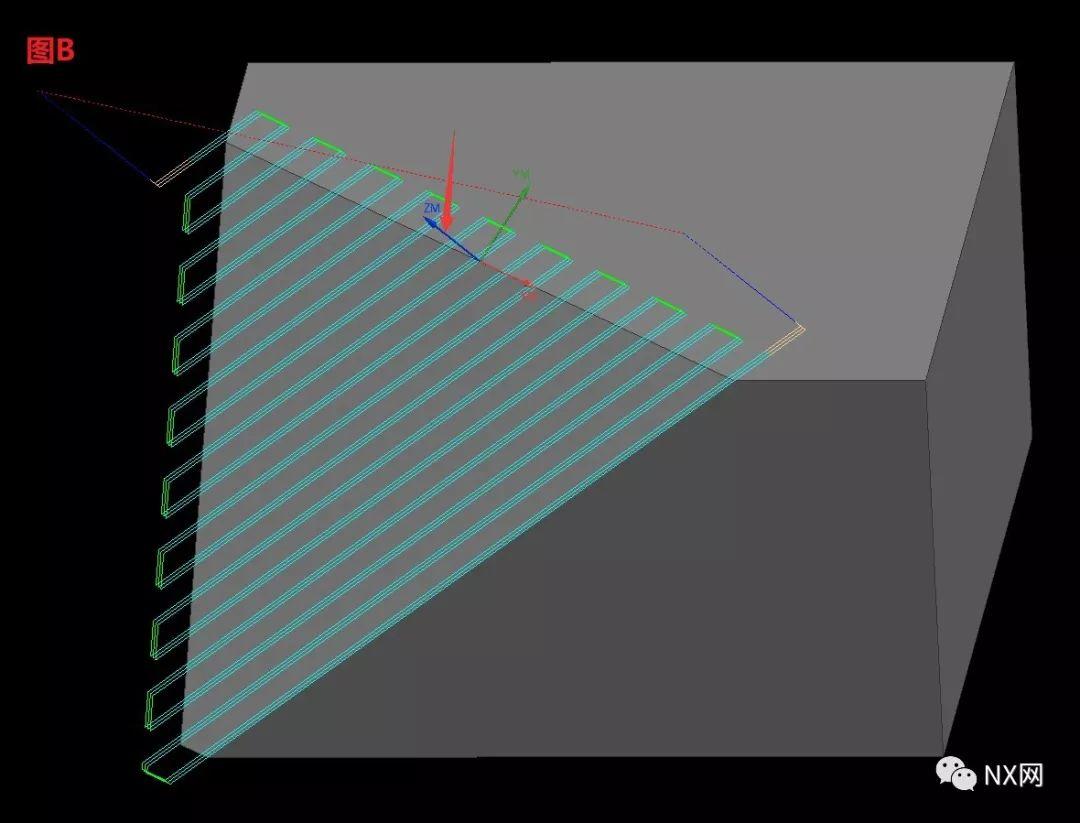
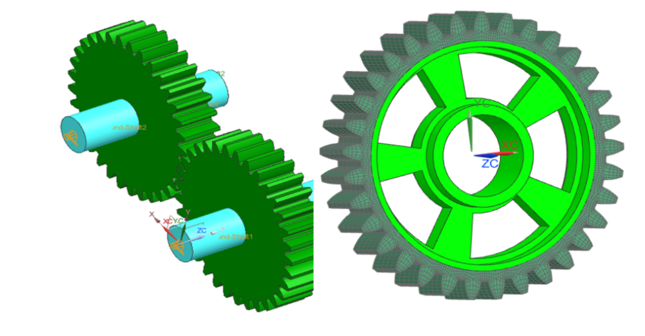
用UG编写使用角度头加工斜面的程序的时候,关于MCS坐标系的设定应该是怎样的,是上图中的A还是B,后处理机床程序不能使用G68这样的指令。

网友解决方案:
@hyc940429:
这跟之前NX网发布过的万向头的问题答案是一样的 坐标 正常跟三轴一样,主要是对刀的位置 以及对完刀的偏移值。
@sghuangjin:
个人观点,仅供参考。
首先有个疑问:你的机床是怎样读取角度头的两个长度的呢?后处理解决还是宏程序解决?机床是3轴还是多轴?
如果是普通3轴机,纯靠计算读刀具长度补偿,那选A一样可以做程序。
用软件,个人经验,选图B, 编程Z轴垂直于加工面。推测此加工用的是万能角度头(universal angle head).
再说说3个应用案例。
1. Mazak机床型号i-630v,头B,桌C,旋转,软件Mastercam,90度角度头。
调试角度头的加工:普通3轴加工, 圆料(ID, OD )的5轴联动加工(G43.4), 在Mastercam软件里,
与普通刀具编程一样, 加工坐标Z轴垂直于加工面,角度头垂直方向刀长从机床读取,水平方向刀长后处理计算带入。
2. Mazak机床型号V100,B,C,双转头,手工编程,角度头本身固定有45度角度(水平面),机床主轴B旋转90度,刀长读取:宏程序(客户花钱买的)。
3. Mazak机床型号V100,B,C,双转头,软件:Solidcam,90度角度头,可以倾斜面加工(G68.2), 也可以5轴联动加工(G43.4),在Solidcam软件里,
加工坐标Z轴垂直于加工面.机床主轴BC可旋转,刀长读取:宏程序(客户花钱买的)。
角度头加工,长度补偿是难点,加工本图片,如果机床有旋转功能最好, 否则后处理要很强大。
@7911:
不能把 应该是按照A的坐标来定 但是你放在那个位置 不好对刀 基准点放在工件的交点容易对刀 如果想要G68的话 建议先按图B的编 后处理后 手动在程序头上加G68 不建议用此方法 (没上机验证过 不知道可以不 理论上应该是可以的,)如果用G68的话 我是手写的程序 没用UG编过。



.jpg?imageView2/2/h/336)