数控加工技术在离散制造企业生产线的应用现状与展望

编者按
针对智能生产线的运行适应性、稳健性和智能化水平无法满足航空航天等离散制造业多品种、小批量的高柔性需求,结合离散制造业智能化生产线的结构与特点,阐述了数控加工装备、数控编程技术、加工仿真技术和机内自适应技术在智能生产线中的应用现状和存在的不足,并结合当前离散制造企业智能生产线的发展需求提出了数控加工技术的未来发展趋势,为推动智能生产线的建设提供借鉴参考。
1序言
当前,数字化、网络化和智能化已经成为全球制造业发展的重要方向,以数控机床为硬件载体的数字化制造是实现智能制造的基础,而切削加工一直是航空航天等离散制造业关键零件加工的主导工艺,用于精确控制产品几何尺寸、形状和表面质量。近年来,数字化、智能化生产线在我国航空航天制造企业中的应用逐渐扩大,与单机运行相比,智能生产线对数控加工工艺流程、工艺方法、自动化水平等提出了更为严苛的要求。我国航空航天等离散制造企业在数控加工工艺、制造过程控制等方面的数字化制造基础薄弱,工艺水平较低,尤其是缺乏对设备运行、产品质量管控等数据的采集与监控,难以为生产决策提供及时、准确、有效的数据支撑与反馈,导致生产线运行的适应性、稳健性和智能化水平无法满足离散制造业多品种、小批量的高柔性需求。
2离散制造智能生产线的特点与构成
离散制造属于典型的多品种、小批量的生产模式,与流程制造相比,其生产线布局取决于零件的典型工艺需求,设备功能更加强大才能满足多工序加工的需求。适用于离散制造企业的智能生产线的基本构成如图1所示,主要包括5个子系统。

图1离散制造智能生产线的基本构成
(1)技术准备系统在零件加工前完成对产品状态标识和加工过程所需的快换工装、刀具及夹具的准备。
(2)自适应制造系统通过机内测量系统实现设备状态监测、加工工艺自适应优化、刀具磨损预测和再制造的补偿加工。
(3)物料传输系统通过运输机器人和机器臂实现毛坯的自动仓储、毛坯运输和刀具库扩容等。
(4)总线控制系统设置线内感知机构,集成加工全过程管控系统,优化排产,从管控系统指令调控生产控制。
(5)数据库管理系统对毛坯数据、机床运行数据、刀具寿命数据及产品质量数据等进行管理,便于基于加工大数据的优化分析。
国内以航空航天领域为代表的离散制造企业已开展了数字化、智能化生产线的建设及试点示范,正在促进设计、制造等专业智能制造关键技术的落地实施。部分先进制造企业通过搭建数字化生产线三维虚拟展示和仿真验证平台,实现生产线的虚拟规划、优化配置和柔性生产。同时针对智能生产线实际运行需求和零件的结构工艺特点,建立支持数控加工编程及仿真的工艺资源库,实现产品工艺、工装的快速设计。在实际加工方面,通过数控加工设备运行状态采集、数控加工刀具/工件机内检测等数据感知,结合工艺决策优化技术手段,实现加工过程综合误差分析与自适应误差补偿调整,有效保证产品加工质量。
总体而言,基于生产线自动化、数字化、智能化运行实际需求,先进制造企业已基本突破生产线运行基础数据管理、异构系统集成、生产过程可视化等关键技术,实现生产线运行管理与控制的高度数字化、模块化;同时,对基于生产现场的任务排程、资源管理、数据管理和看板管理等核心应用模块进行了开发验证,实现了生产线运行的全面智能化综合管控与决策智能辅助。
3智能生产线中数控加工技术的应用现状
3.1数控加工装备应用现状
我国航空航天等离散制造企业加工的产品对象多具有多品种、小批量的特点,产品型号众多且差异较大,因此加工装备也呈现多样化。机床是制造业的“工业母机”,其智能化程度对智能制造的实施具有重要影响。机床随着不同的工业时代发展而进化,并呈现出各个时代的技术特点,如图2所示。机床4.0是未来机床行业发展的趋势所向,应用人工智能技术和先进制造技术深度融合,利用自主感知信息,通过自主学习与建模生成知识,并进行自主优化与决策,完成自主控制与执行,实现加工制造过程的优质、高效、安全、可靠和低耗的多目标优化等。

图2工业发展与机床进化史
然而目前国内离散制造企业数控加工多采用传统的通用数控机床,从数控系统功能上而言,缺少自动装夹、在线检测和自动补偿等功能,且很少结合产品加工工艺特点对设备进行功能的定制研发,无法满足产品的高效数控加工需求,也无法解决数控系统和设备的适应性问题。因此通过模块化设计,在加工工艺、故障诊断和运行维护等方面提供定制化服务是数控系统功能实现定制化的改进方向。目前在数控机床的智能化方面,由于过分依赖人类专家进行理论建模和数据分析,所以机床的自主学习、生成知识的能力不足。“感知、互联、学习、决策和自适应”将成为数控机床智能化的主要功能特征,加工大数据、工业物联和数字孪生等将有力助推未来智能机床技术的发展与进步。
3.2数控编程应用现状
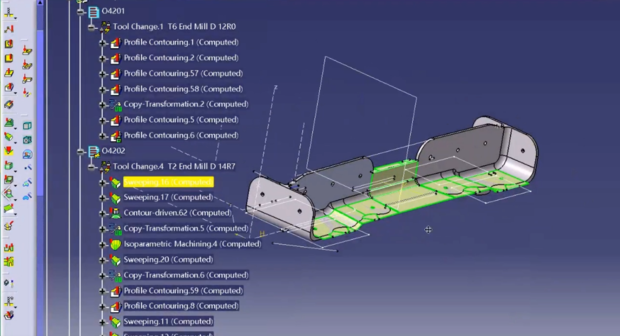
数控编程效率和质量的高低,对产品加工质量和生产效率起着至关重要的作用。基于典型零件的专业化数控加工编程技术(见图3)的快速发展,数字化生产线、智能生产线满足了典型零件柔性加工的要求。将典型零件的特征与工艺参数、机床模型库及刀具模型库等数据进行集成,自动化快速编程在离散制造业得到深入应用,实现智能生产线产品快速换型。通过特征识别方法实现加工特征的识别,进而开发建立几何加工特征、工艺策略和数控程序模板相集成的综合特征模型,解决数控加工编程效率低、质量稳定性差等问题。

a)叶盘零件

b)发动机壳体零件
图3典型零件专业化数控编程
目前数控编程技术的不足主要体现在以下两方面。
1)编程水平与效率低,产品质量及一致性差。复杂零件加工特征数量多、形状复杂且呈自由分布,特征间互有遮挡,因此编程过程中需要创建大量辅助几何参数,数控编程时间长,且对编程水平要求极高。
2)加工特征依靠人工识别,工艺知识无法重用。实际上,对于不同性能需求的复杂零件,虽然其形状各异,但究其本质均是由典型特征构成,其相似特征的辅助几何参数、加工策略、加工参数和刀轨策略具有可移植性,但现在商品化CAM系统无法实现移植。因此,基于特征自动识别技术,实现零件相似特征的辨认,进而在继承已创建辅助加工几何参数和工艺参数的基础上,根据实际情况进行校核与修改,是提高复杂零件编程效率、节省工艺准备时间的有效途径。
3.3加工仿真应用现状
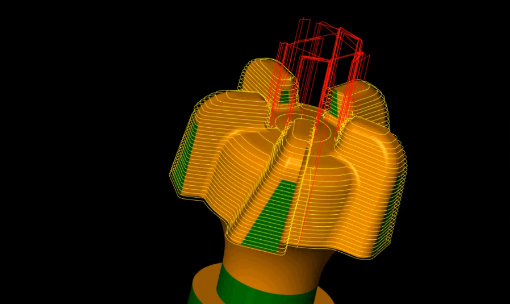
为保证数控加工过程中机床、刀具、工件和工装等工艺系统安全稳定地运行,减少物理试验次数,以及实现零件一次性加工合格,虚拟仿真技术在工艺验证领域得到了广泛的研究及应用(见图4)。目前对数控加工几何仿真技术的研究已经相对成熟,并出现了NX、CATIA、VERICUT等大量的商业软件。物理仿真技术主要是对加工过程中切削力、切削温度、应力应变及变形等因素的数值模拟,对于数控加工切削参数优化、刀具选型和工艺策略优化等有着重要意义,更有利于提升研发新产品的研制效率。

a)NC程序验证 b)加工过程干涉及碰撞仿真
图4虚拟仿真技术的研究与应用
物理仿真技术为了提高适应性,会降低数学建模的复杂性,往往是关联单一的变化因素,多数侧重于切削力、刀具磨损和切削变形等单项因素仿真,因此存在着仿真模型的准确性差、通用性差、质量预测精度差、控制效果差和仿真系统的实用性差等问题。智能生产线需建立起能够精确模拟实际加工情况并为用户提供精确仿真结果的数控加工仿真系统,将物理仿真技术涉及的切削力、切削热、零件加工变形预测及刀具磨损等因素集 合到仿真系统中,同时将人工神经网络、有限元分析和混沌理论等新方法用于提高建模能力,增强仿真模型预测的可靠性和适应性,此外通过仿真系统与上层计算机进行数据交换与共享,实现CAD、CAM、CAPP、PDM和ERP等系统的无缝集成,实现零件加工过程的全要素数字孪生。
4智能生产线对数控加工技术的需求
4.1数据 模型混合驱动的工艺过程
自主优化技术零件数控加工过程缺乏有效的数据采集手段,就难以保证产品质量问题的及时追溯,严重制约了工艺迭代优化工作的开展。因此智能生产线上重要的一环就是通过有效的数据监测,基于OPC/ DDE技术和先进传感器对设备数据及加工现场数据进行采集,通过神经网络、模糊控制和智能算法实现数据驱动的工艺参数优化,并建立起优化评价体系,实现工艺迭代优化。
离散制造企业智能生产线中对加工前的毛坯质量判定和毛坯的自适应装夹定位也是很重要的环节。数据与模型驱动的包容性分析和自适应装夹定位技术将是未来智能生产线中必不可缺的关键技术。通过三维扫描测量技术、在机测量技术对毛坯进行扫描,得到毛坯测量数据,进而通过加工余量配准优化方法,计算出毛料最佳加工姿态和切削余量,从而为实现毛坯自动快速定位,保证产品加工基准和加工过程的一致性奠定基础。毛坯测量数据和余量配准优化模型的有效结合可实现毛坯的自适应定位与余量最佳分配,实现复杂零件的自适应加工。
4.2基于集成化、专业化的通用数控设备的自适应加工技术
传统数控加工设备无法自动根据加工过程的控制参数和切削参数进行动态调整,难以保证加工零件的精度、表面质量和实现加工效率的最大化。就刀具磨损检测和寿命预测而言,目前多数企业的刀具寿命无法量化评价,基本依据经验进行定性评估,加工质量不可控。因此,迫切需要研究不同类型刀具及切削参数对刀具寿命的影响,建立刀具寿命与切削参数的数学模型,并结合刀具寿命模型与实时监测数据,监控刀具当前的磨损状态和寿命。
智能化设备是通过智能化技术与设备基本功能的有效融合,具备加工过程参数动态感知分析、智能优化决策和自适应精准执行功能的一类设备总称。离散企业整个工厂的智能化水平在很大程度上取决于设备的智能化程度。通过集成状态感知、实时分析、自主决策和精准执行功能为一体的自适应加工技术,开发具有数据采集、工件检测、刀具寿命控制和再制造自适应加工等功能的数控装备,可为离散制造企业数控加工提质增效奠定基础。因此,通用数控设备的集成化和专业化,是传统数控装备向高端智能装备发展的必然趋势。
4.3智能化生产线建设与集成技术
由于数控编程过程中的工艺策略、切削参数及后置处理等工艺资源无法共享,人为影响因素较多,因而基于工艺资源集成数据库的数字化加工编程方法是智能加工编程的发展趋势。在充分利用特征编程及标准工艺模板等方面研究成果的基础上,通过基于模型特征的自动识别、自动化编程及数据库集成等关键技术,实现基于加工特征、工艺资源集成数据库支撑的数控加工程序自动化、标准化和规范化生成,提高数控加工编程的效率和质量。
运用数字化、信息化和智能化技术建立具备敏捷制造和柔性制造能力的智能化生产线,是离散制造企业从智能生产线向智能车间转变的基础。对于航空航天等离散制造业的复杂精密零件,由于其毛料一致性差、加工特征多及数控加工周期长,因而迫切需要开发适应小批量、多品种精密零件加工的智能生产系统。从毛坯包容性分析、机内检测和机床功率自适应等技术集成应用方面,实施数控加工单机机内自动化制造,可实现对产品加工一致性及制造质量的提升。
5结束语
数控加工在智能生产线上的应用,是航空航天产品实现智能制造的基础保证,是提质增效的有效手段。数控加工技术在离散制造企业智能生产线的逐步扩大应用将大大提高企业的服务质量与产品制造效率,革新企业的经营模式,缩短创新周期,降低运营成本和资源消耗,以及推动社会经济发展。
本文发表于《金属加工(冷加工)》2021年第10期1~5页,作者:中国航发动力有限公司 吴晓锋、刘 志军,西北工业大学航空发动机高性能制造工信部重点实验室、西北工业大学航空发动机先进制造技术教育部工程研究中心 张阳、吴宝海 ,原标题:《数控加工技术在离散制造企业生产线的应用现状与展望》。