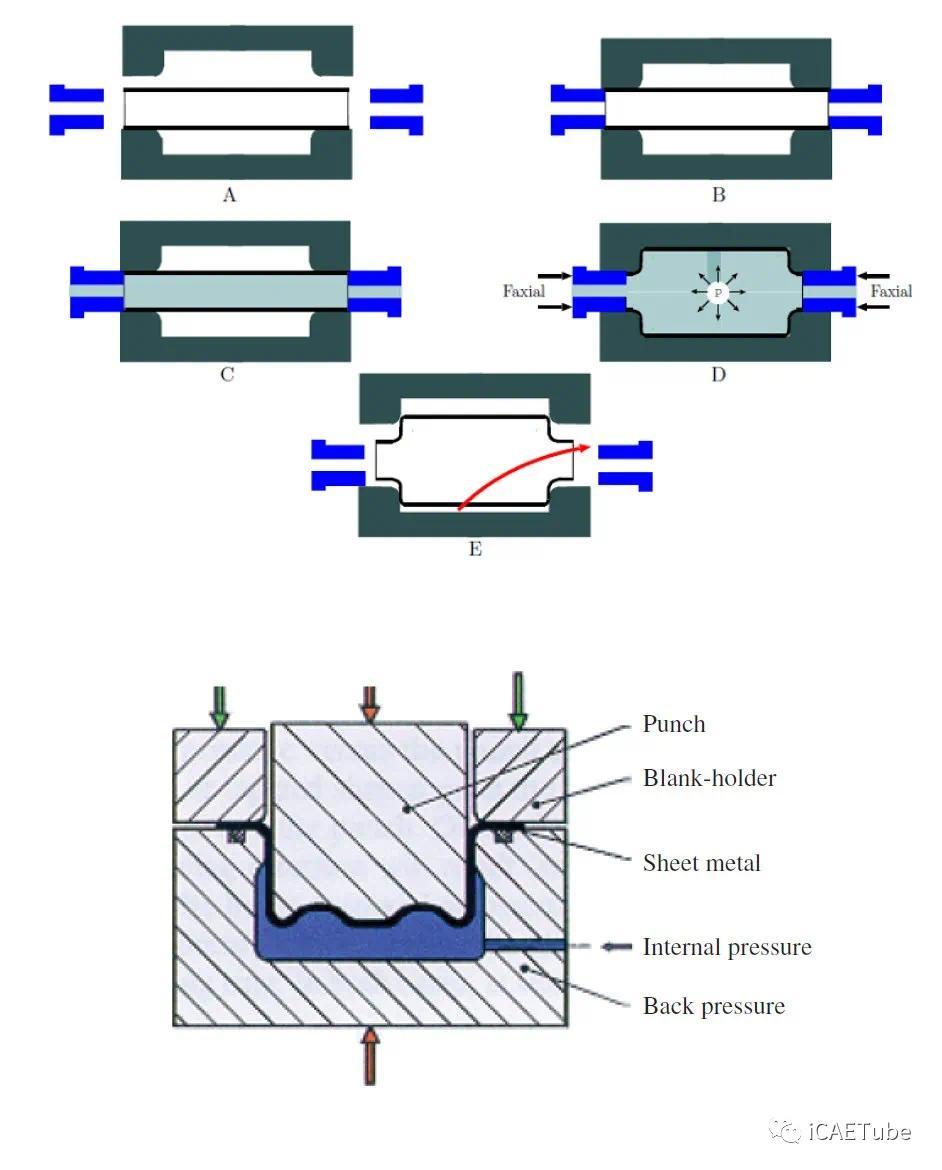
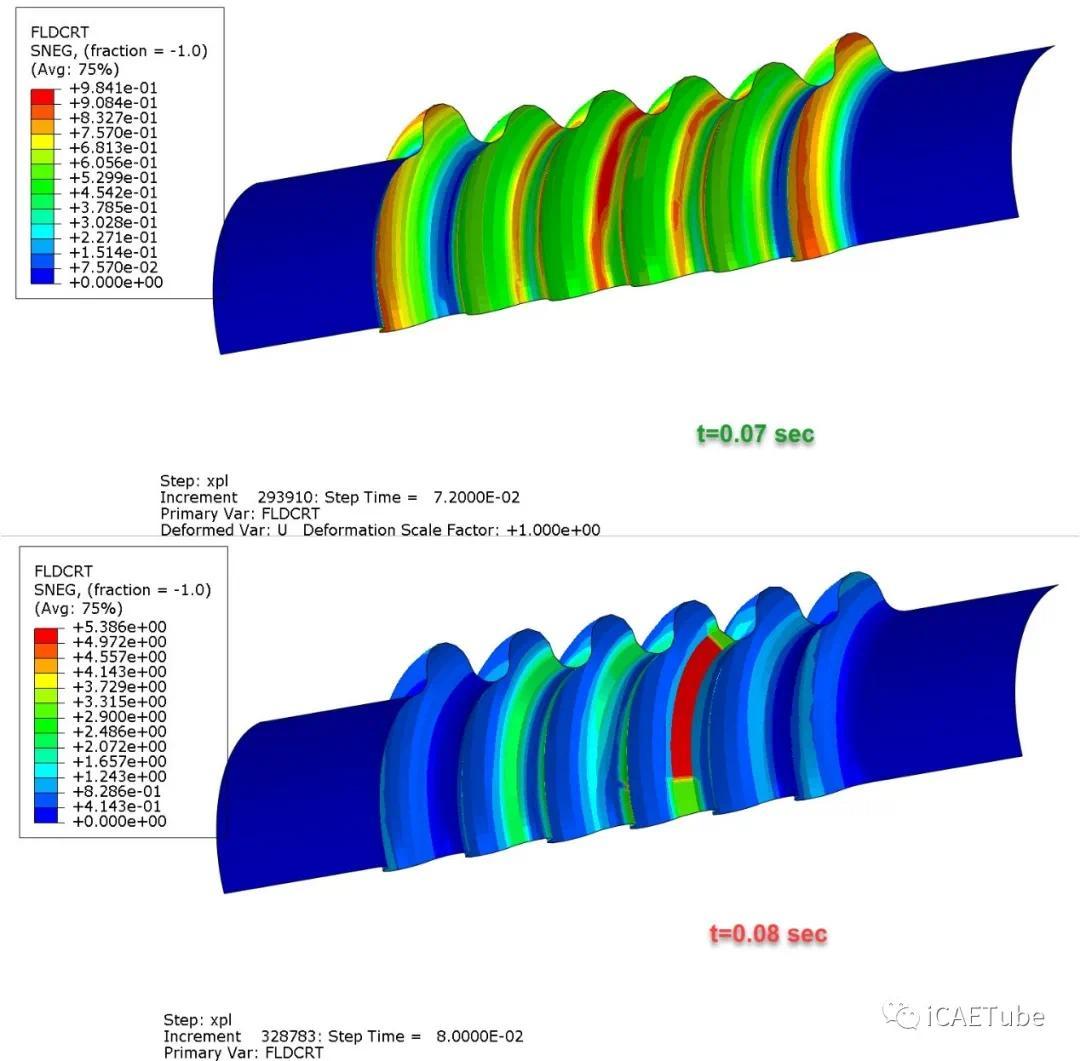
管材液压成形和Abaqus成形极限图
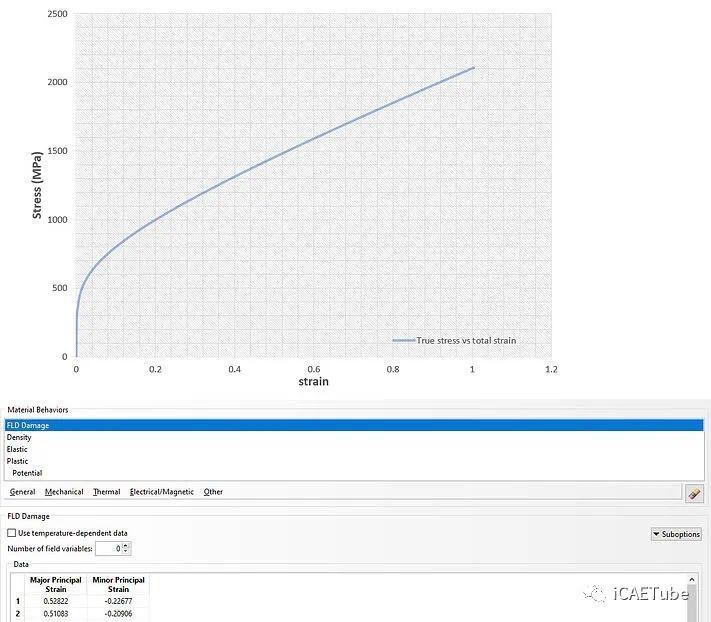
能够准确预测过程中成形的实际应力/应变;
评估不同材料的液压成形过程和/或工件几何形状;
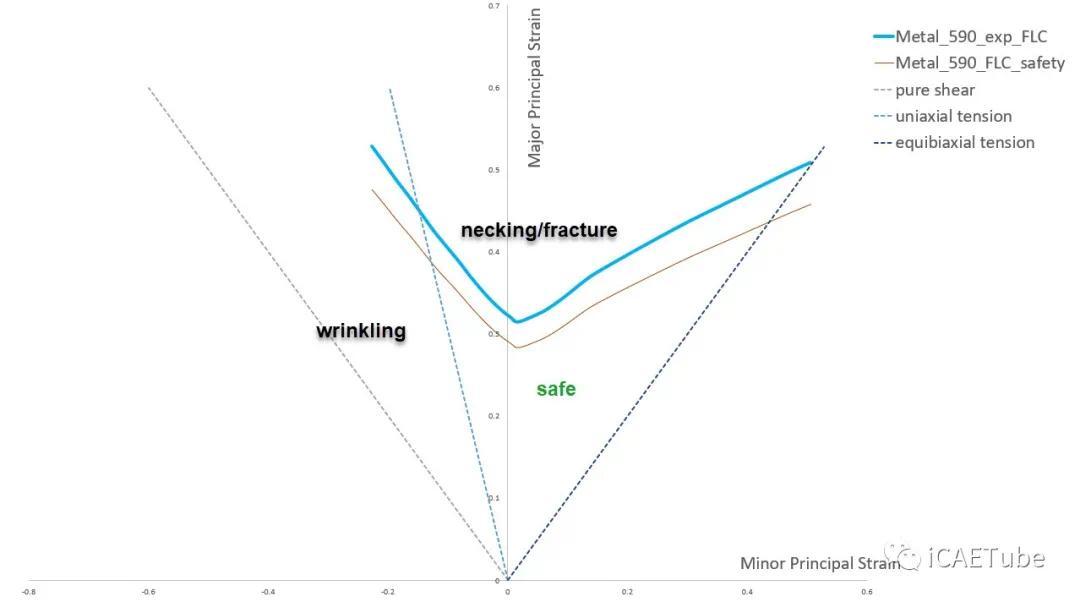
基于FLD 损伤评估材料的可成形性,保持在一定的 FLD 极限;
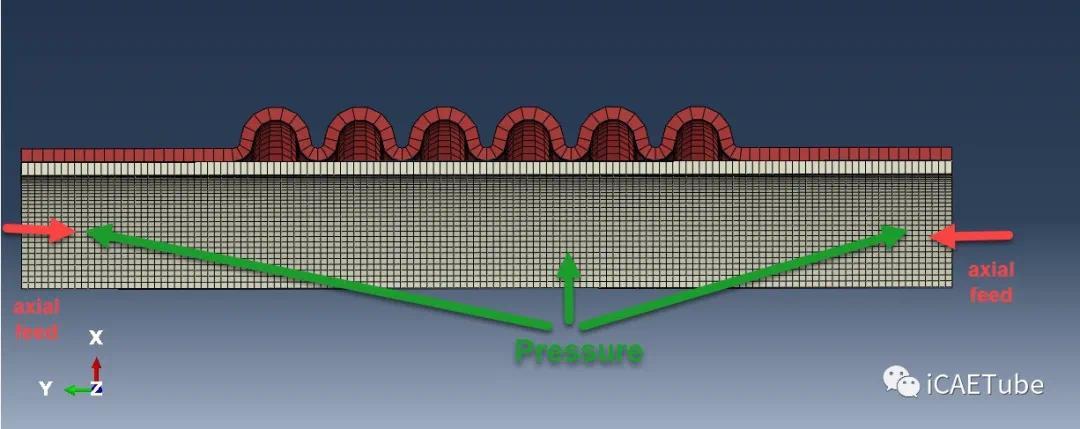
研究模具摩擦特性,并修改这些特性,以实现波纹管的特定胀起高度;
通过优化程序最大限度地降低FLD的百分比(可以使用Isight或类似的软件),优化产品几何以消除应力集中;
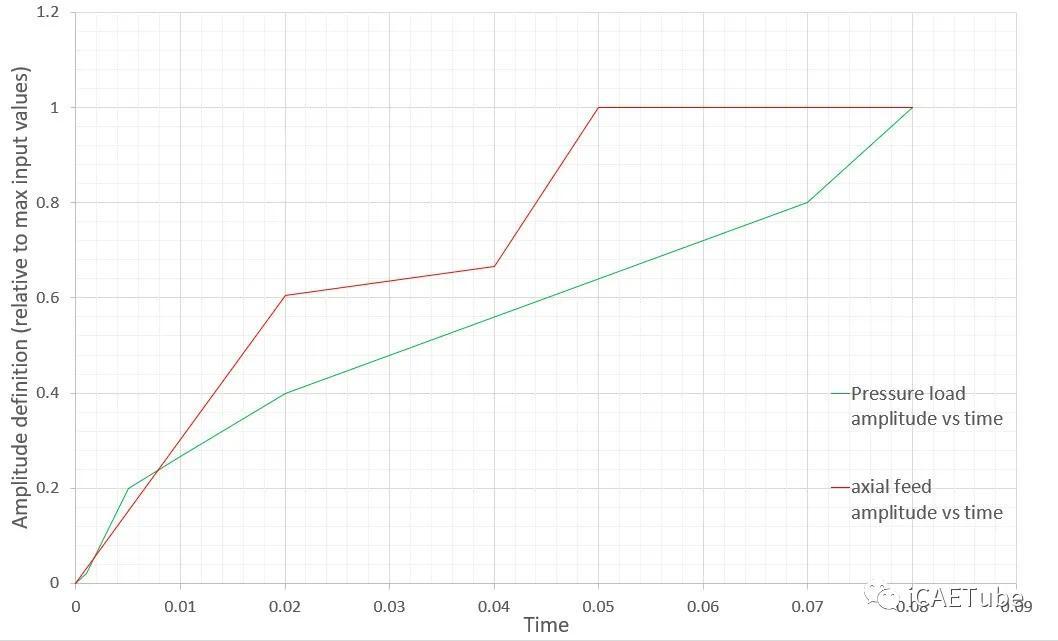
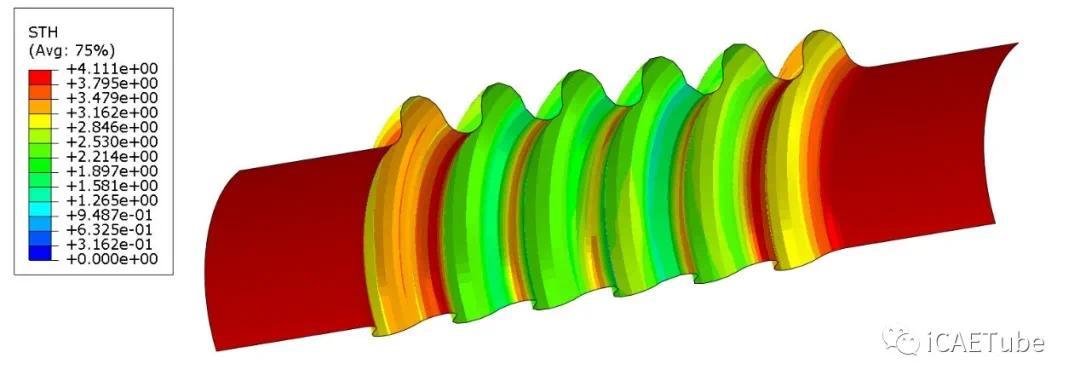
优化液压成形过程的加载路径参数,实现最大壁厚均匀性或保持在一定厚度减薄范围内的可能性(可以使用 Isight 或类似软件)。
轻量化 均匀壁厚 减少工具成本 增加的刚度 减少二次加工次数 提高尺寸精度 更少废料

声明:原创文章,欢迎留言与我讨论,如需转载留言
登录后免费查看全文
著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2021-02-20
最近编辑:3年前

博士
|
CAE专家
C9博士,4本CAE专著,SIMULIA冠军...
作者推荐



课程培训服务行家
课程
培训
服务
行家





.jpg?imageView2/2/h/336)