
叶片断裂——航空发动机事故的第一“杀手”

据不完全统计,我国空军现役飞行的发动机事故中,80%都跟发动机叶片断裂失效有关。而这么娇贵的部分一旦发生断裂失效,对发动机乃至整个飞机的损害往往是致命性的。

德尔塔1288航班遭遇叶片断裂导致飞行事故
叶片的加工精度和质量对航空发机的效率和性能以及安全可靠性都有直接的影响。但在叶片实际加工过程中,在多种加工因素的影响下,很容易出现加工变形、断裂、疲劳等问题。
从理论上看,涡轮叶片断裂的故障机理有疲劳、超应力、蠕变、腐蚀、磨损等。
疲劳
发动机工作时,由于经常起动、加速、减速、停车以及其他条件的影响,会使涡轮各部件承受复杂的循环载荷作用,使得叶片经受大量弹性应力循环,最终引起高周疲劳、低周疲劳或热疲劳,使得涡轮叶片断裂。

涡轮发动机叶片根部疲劳裂纹扩展
超应力
涡轮叶片由于其形状的不规则,叶片中存在应力集中部位。尽管在设计中往往会采取一系列措施加以避免,但实际上,超应力仍然是造成涡轮叶片断裂的一个原因。

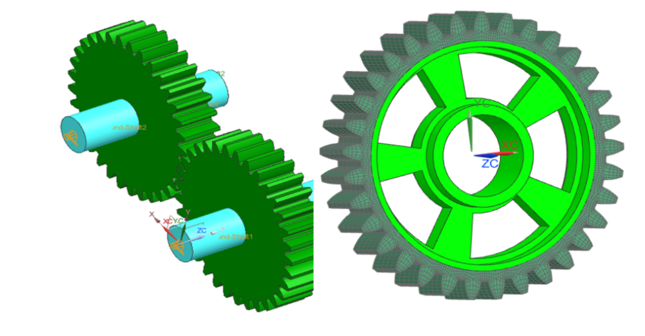
发动机叶片中应力分布建模
蠕变
高温环境下,蠕变断裂是涡轮叶片主要的失效形式之一。随着涡轮后燃气温度从20世纪50年代的1150K增加到现在的2000K,蠕变将导致叶片的塑性变形过大甚至产生蠕变断裂。

发动机叶片的蠕变断裂
腐蚀
腐蚀来自于叶片所受的高温燃气。高温燃气对叶片的腐蚀既包括冲刷造成的腐蚀,也包括高温燃气对金属叶片的氧化腐蚀。腐蚀会降低叶片的性能,当腐蚀达到一定程度,叶片材料性能不能满足要求时,就会发生断裂。

压气机叶片的严重腐蚀
按照变形的形成机理可以将叶片的加工变形分为3 种类型:
(1)叶片受切削力作用而导致的变形,也称为“让刀”变形;
(2)因过定位支撑和装夹误差引起的变形;
(3)因加工表面残余应力而引起的变形。
针对不同的变形原因,通常采用不同方法进行变形控制。
1、利用装夹方式控制叶片变形
为了最大限度地降低因过定位装夹或辅助支撑装置的制造误差对叶片加工精度的影响,国内外研究者提出利用低熔点合金对叶片整体包裹支撑的方式,将融化的低熔点合金浇灌在叶片型面的四周,对其进行辅助支撑。低熔点合金较低的融化温度也有效地避免了叶片的受热变形,从而使叶片的过定位辅助支撑具有极高的精度。
利用夹具及辅助支撑的方式能够有效地控制叶片的“让刀”变形,但不可避免地使叶片产生过定位装夹变形,需要根据叶片的加工精度来决定夹具及辅助支撑的精度。同时,叶片的残余应力变形不能通过过定位装夹和支撑进行控制,此方法适用于残余应力变形较小的叶片加工。
2、利用工艺及加工参数优化控制叶片的变形
(1)利用加工余量分配调整加工工艺,增强叶片加工刚性。
(2)利用对称加工工艺和自适应夹具控制叶片残余应力变形。一般情况下,叶片均采用单面铣削加工工艺,即在半精加工和精加工工序中,先加工叶盆或叶背,之后再进行另一面的加工。采用这种加工工艺,由于叶盆、叶背型面的加工表面残余应力处于非平衡状态,极易导致叶片型面产生弯扭变形。
(3)通过工艺参数优化减小叶片的变形。为了弥补叶片过定位装夹和辅助支撑对叶片变形控制的不足,并进一步降低叶片轮廓的加工误差,研究人员对其他变形控制辅助工艺以及加工工艺过程和参数优化进行了深入研究和优化,在叶片加工刚性相对不变的情况下,进一步控制叶片的变形。在其他加工条件和辅助工艺既定的情况下,加工参数优化是其他变形控制手段的基础,只有对叶片加工参数及工艺条件进行较为充分的优化,才能使叶片的加工精度得到基本的保证,并为后续的变形控制奠定良好的基础。

3、利用变形预测与误差补偿控制叶片的变形
叶片综合误差补偿是目前应用较为广泛的叶片综合变形控制方式,其主要思路是利用理论分析及有限元模拟仿真、变形测量等手段得到叶片在稳定的加工工艺下的变形规律及分布情况,然后通过适当修改叶片的三维模型或刀具加工轨迹来实现误差补偿(如图6 所示),这种变形控制方式非常适合叶片的大批量生产。
叶片加工变形综合补偿技术对于控制叶片的综合变形、提高叶片的加工精度具有明显的作用。理论上来说,只要能够精确地测量到叶片的变形量,且叶片在既定的加工工艺条件下变形非常稳定,在进行多次误差补偿试验后,那么总能得到高精度的合格叶片;而且通过误差补偿进行叶片综合变形控制的技术通用性很强,无论是对叶片受力而产生的“让刀”变形,还是残余应力变形都能起到很好的作用。
4、采用电解加工控制叶片的变形
改变叶片的加工方式和加工原理也是控制叶片变形的有效方法。对于叶片加工来说,刚性弱是限制其精度提高的重要因素。因此,国内外研究者将化学铣削、电解加工等无应力材料去除加工技术应用到航空发动机叶轮叶片型面的加工领域。
化学铣削加工是利用化学腐蚀液对零件表面进行均匀腐蚀去除的一种无应力材料加工方法。在航空发动机叶片的加工领域内,主要应用于精密锻造后钛合金或高温不锈钢叶片表面“硬皮”的去除加工,提高叶片后期的机械加工性能,也可作为叶片型面的最终加工工序,提高加工表面质量。但是,化铣只是均匀去除叶片表面(或者局部表面)的一层材料,并不是通过控制叶片型面的变形来提高其轮廓精度。另一方面,化铣容易在钛合金叶片表面形成氢污染和晶间腐蚀现象,造成叶片不合格,航空企业目前也逐渐将化铣用于叶片锻造毛坯后的粗加工。
叶片全型面精密电解加工能够在加工过程中彻底避免叶片型面受到力的作用,从加工机理出发,彻底摒除了叶片弱刚性对其加工精度的影响;同时,加工表面不产生残余应力和加工硬化,也避免了叶片因加工表面残余应力而形成的无规律变形;另外,电解加工的材料去除率较高,尤其是针对切削性能较差的高性能材料来说,其加工效率高于铣削加工。
因此,国内外对于叶片全型面的电解加工进行了许多研究。叶身全方位电解加工技术于20 世纪80 年代成功地运用于美国GE 和英国Rolls-Royce 公司镍基涡轮叶片和钛合金压气机叶片的加工领域。德国MTU、Leistritz 公司也采用拷贝式电解加工工艺进行叶轮型面的整体加工,如图7 所示。英国的Amchem 公司已经生产出阴极斜向进给、轴向供液的叶片电解加工专用机床。

Leistritz 公司叶片和整体叶盘电解加工
5、采用超硬磨料砂轮高速磨削加工

超硬磨料悬臂磨削加工叶片
控制叶片的变形针对现在航空发动机普遍采用的高性能难加工材料高温钛合金和镍基高温合金加工,超硬磨料砂轮的高速磨削加工方式磨削力小,其优势更为明显。超硬磨料的硬砂轮磨削加工方式以微量去除、磨削力连续、难加工材料加工性能优异等特点很好地适应了发动机高性能叶片精密加工的需要。多轴联动硬砂轮磨削加工已经在国际上多家重要的发动机制造公司得到了应用。
文献参考:
《航空发动机叶片加工变形控制技术研究现状》 作者:李勋,于建华,赵鹏
---------------------------------------------------------------------------------------------
版权声明:
原创文章,来源应力与变形控制,本文已经授权,欢迎分享,如需转载请联系作者。







.jpg?imageView2/2/h/336)

