为什么奥氏体不锈钢焊缝中含有铁素体?

本文摘要:(由ai生成)
奥氏体不锈钢300系列常用于压力容器行业,其焊缝有时需含一定量铁素体以提高抗凝固裂纹能力。焊缝金属有四种凝固模式,其中FA模式凝固时抗凝固裂纹能力最强,其特点是在凝固终了阶段出现铁素体+奥氏体两相混合,有效阻止裂纹扩展。铁素体含量可近似判断凝固模式,但过高会导致焊缝性能下降。因此,一般要求铁素体数在3~10之间,以兼顾焊缝性能,最佳范围为3~8。
在压力容器行业中奥氏体不锈钢300系列是最常用的材料之一,母材一般都以固溶状态供货,基本不含铁素体。但如果你是在压力容器制造厂工作过的焊接工艺人员或技术人员,那估计应该遇到过奥氏体不锈钢设备,有时客户会对焊缝提出铁素体含量要求,比如铁素体数(FN)需在3~12,而不是要求焊缝不含铁素体或者含量更高的铁素体。那为什么会要求奥氏体不锈钢焊缝中含有一定数量的铁素体,这里进行简单的介绍。


奥氏体不锈钢焊缝金属有4种凝固模式,分别是奥氏(A)、奥氏体+铁素体(AF)、铁素体+奥氏体(FA)、铁素体(F)。这4种模式对焊缝凝固裂纹有着不同的影响,如图1所示。


从图中可以看出,焊缝金属以A模式凝固时是全奥氏体,此时对凝固裂纹最为敏感;而以FA模式凝固,则抗凝固裂纹能力最强。而要想焊缝以FA模式凝固来凝固需要保证Creq/Nieq≥1.48,其中:
Creq= Cr + 1.37Mo + 1.5Si + 2Nb + 3Ti,代表铁素体形成的能力;
Nieq= Ni + 0.31Mn + 22C + 14.2N + Cu,代表奥氏体形成的能力。
当Creq/Nieq≥1.48时,抗凝固裂纹能力有一种台阶的快速增加,并且与杂质含量的多少几乎无关,如图2所示。
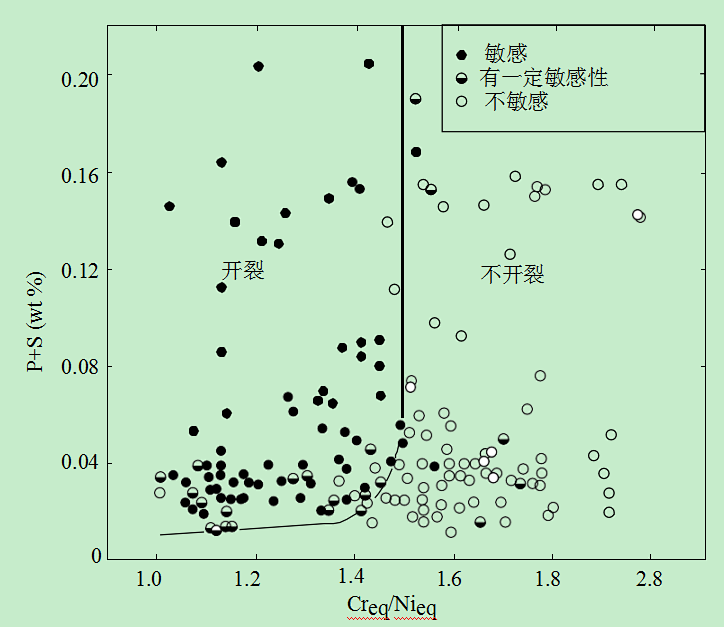
图2 奥氏体不锈钢的凝固裂纹敏感图
FA这种凝固模式良好的抗凝固裂纹的主要原因是焊缝金属在凝固终了阶段沿凝固晶界出现了铁素体+奥氏体的两相混合成分,形成凹凸不平、曲曲弯弯的晶界,从而阻止了液态薄膜的侵润,使裂纹扩展困难。

室温下焊缝金属的铁素体含量可以用来近似的判断其凝固模式。如果铁素体数(FN)是0,则是以奥氏体(A)模式凝固;FN在0~3之间,则凝固模式主要是以奥氏体+铁素体(AF)模式凝固;FN在3~20之间,则凝固模式主要是以铁素体+奥氏体(FA)模式凝固,如图3所示。
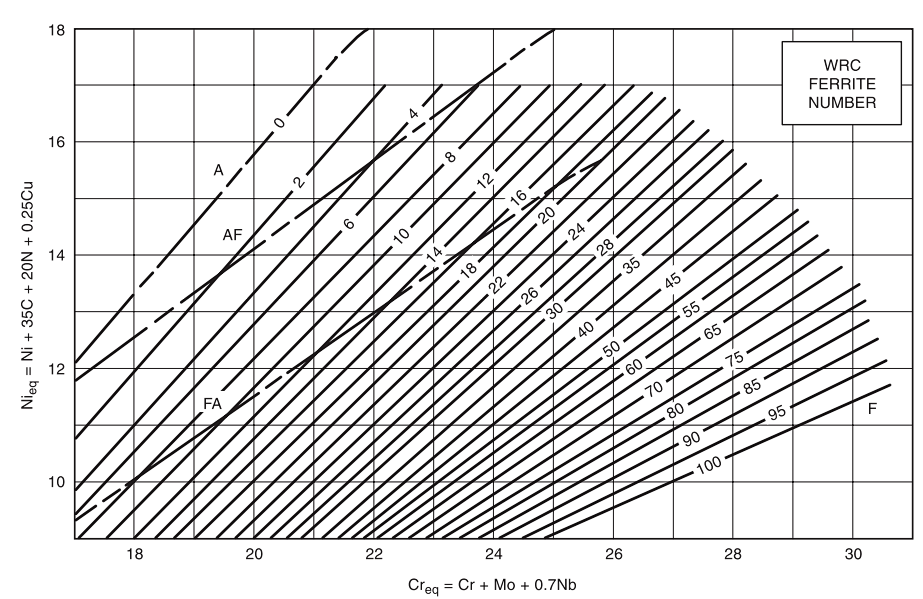
图3 奥氏体和双相不锈钢的WRC-1992图
但是焊缝中的铁素体含量不能过高,一是因为铁素体会在475℃脆化,二是因为铁素体在600~900℃时很容易转化成σ相,造成焊缝耐腐蚀性、塑性和韧性的下降。所以一般要求FN在3~10之间。
Hello,October

综上所述,为了避免奥氏体不锈钢焊缝产生凝固裂纹,对焊材的成分都设计在FA的凝固模式范围内,所以焊缝中必然会存在一定量的铁素体,但为了兼顾焊缝的使用性能,需要控制铁素体数(FN)在3~8之间为最佳。



